康明斯发动机曲轴如何拆卸视频检查装配的方方法
|
准备步骤 |
|
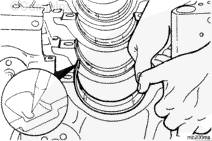
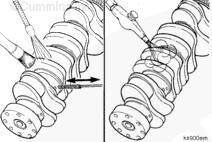
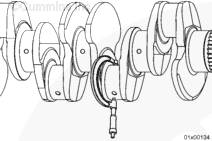
拆卸 |
|
清洁 |
|
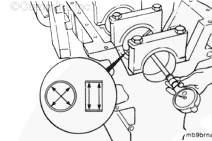
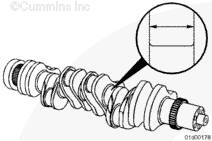
测量 |
|
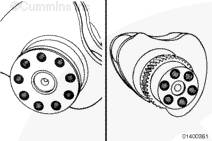
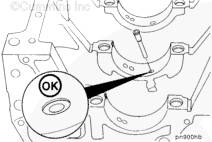
初始检查 |
|
安装 |
|
最后步骤 |
|
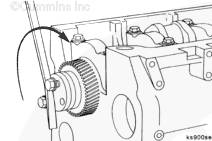
转动检查 |
准备步骤 |
|
|||||||
|
||||||||
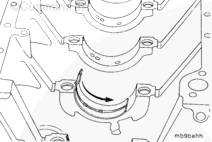
拆卸 |
|
|||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||

清洁 |
|
|||||||||||||||||||||||
|
||||||||||||||||||||||||
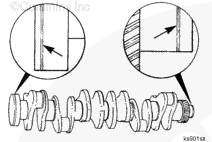
测量 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



初始检查 |
|
|||||
|
||||||
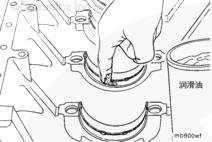
安装 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



最后步骤 |
|
|||||
|
||||||
转动检查 |
|
||||||||||
|
|||||||||||
