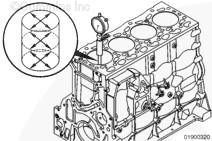
测量康明斯F3.8柴油机缸体整体平面度与镗缸注意事项的技术参数
|
概述 |
|
初始检查 |
|
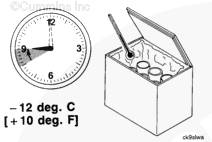
准备步骤 |
|
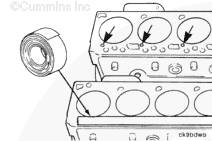
清洁并检查能否继续使用 |
|
测量 |
|
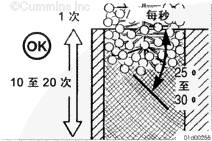
修理 |
|
最后步骤 |
概述 |
|
|||||
|
||||||
初始检查 |
|
|||||
|
||||||
准备步骤 |
|
||||||||||
|
|||||||||||
清洁并检查能否继续使用 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
测量 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
修理 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||





最后步骤 |
TOC |
|||||
|
||||||
