康明斯QSK95 CM2350柴油发动机、柴油发电机组维修手册之发动机的缸盖、缸盖密封垫、缸盖螺柱拆卸安装与标准的维修技术参数
分解图
LARGE
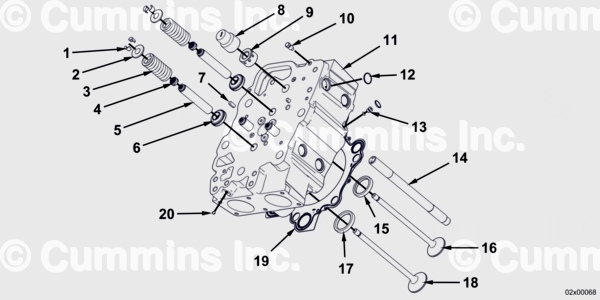
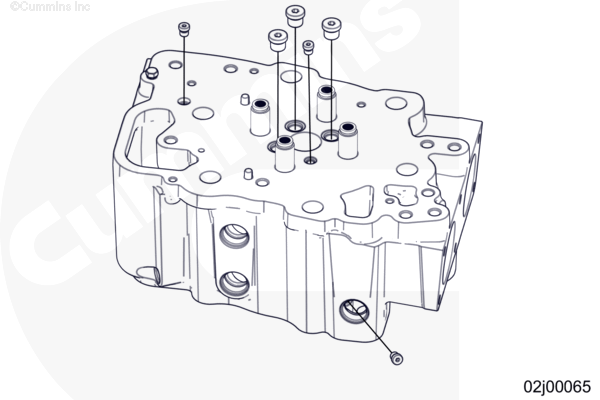
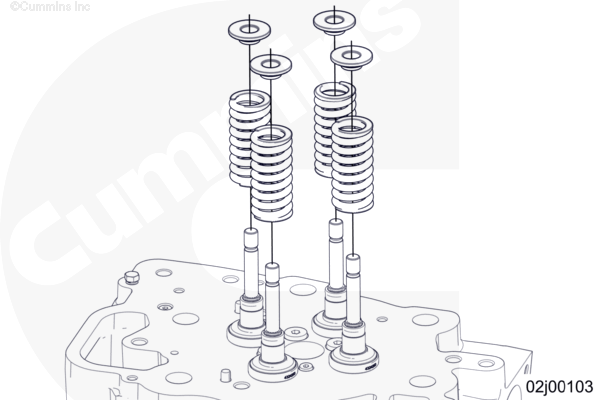
缸盖分解图
|
- 气门锁片
- 气门弹簧座
- 气门弹簧
- 气门杆密封件
- 气门杆导管
- 气门转子
- 定位销
- 保护罩
- 缸盖螺母
- 固定塞,如有配备
- 缸盖
- 碗形塞(膨胀塞)
- 直螺纹 O 形圈螺塞
- 缸盖双头螺柱
- 排气门座镶圈
- 排气门
- 进气门座镶圈
- 进气门
- 缸盖密封垫
- 防破坏密封件
选择维修工具
推荐的 Cummins® 维修工具
- 拆卸和安装工具:
- 缸盖提升夹具,零件号 5394494
- 液压螺栓张紧器套件,零件号 5299808 或零件号 2892445
- 缸盖提升夹具,零件号 5298550(仅当高架起重机不可用时才需要)
- 触点清洁剂(零件号 3824510)。
注 : 提供液压螺栓张紧器套件(零件号 5299808)的说明和图形。步骤与液压螺栓张紧器套件(零件号为 2892445)类似。套件中的部件可互换。无论使用什么部件,施加在张紧器上的压力都是相同的。
- 解体和组装工具:
- 用于冷却液通道的缸盖泄漏测试套件,零件号 2892209
- 用于燃油通道的缸盖泄漏测试套件,零件号 5299186
- 定位销拆卸器组件(零件号 3163720)
- 油封拆装器(零件号 3823154)
- 滑锤拆卸器(零件号 3376617)
- Lubriplate™ 105(零件号 3163086)
- 气门弹簧压缩机(零件号 2892207)
- 轻载拉拔器组件,零件号 3375784
- 膨胀塞安装器(零件号 5298544)
- 膨胀塞安装器(零件号 5298545)
- 拆装器手柄,零件号 3164085
- 气门镶圈拆卸器(零件号 2892200)
- 气门镶圈拆卸器(零件号 2892225)
- 气门镶圈拆卸器(零件号 2892226)
- 气门镶圈安装器(零件号 5299645)
- 气门导管安装器(零件号 2892199)
- 落下高度仪(零件号 5299649)
- 气门导管铰刀(零件号 5299733)
- Loctite® 620,零件号 4919199
- Loctite® Moly-50™ 防粘结复合剂(零件号 3824759)
- 测试工具:
- 压力调节器阀(零件号 5299421)
- 气门真空测试仪(零件号 3824277 (115 VAC) 或 3824278 (220 VAC))
- 用于真空测试仪的缸盖泄漏测试套件(零件号 2892208)
- 直尺(零件号 4918219)
- 裂纹检测组件(零件号 3375432)
- 气门弹簧测试仪,零件号 5299714
其他维修物品
- 适用于收集冷却液的容器
- 油漆笔或标记笔
概述
缸盖通过抗断裂螺柱和螺母紧固在缸体上。在安装和拆卸过程中,缸盖螺柱通过液压方式张紧。
缸盖内的一个直螺纹 O 形圈螺塞位于回油通道内。必须拆下碗形塞,才能检修此螺塞。
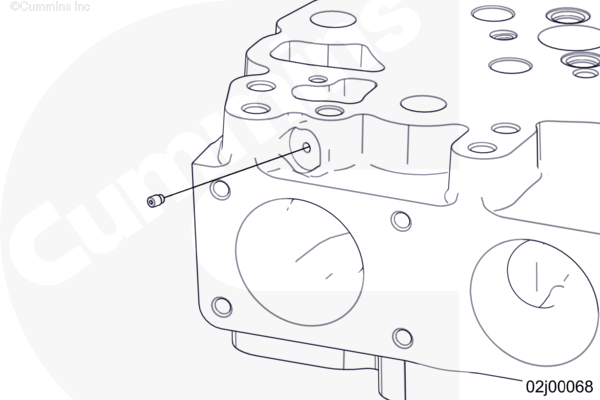
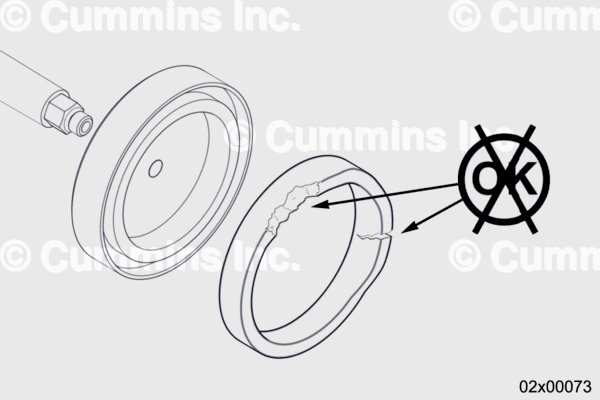
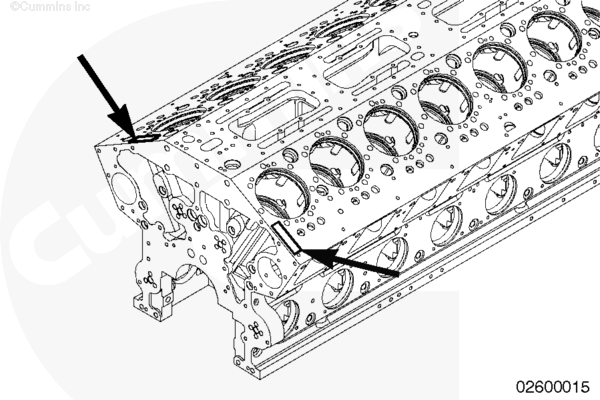
与此发动机和应用正确匹配的缸盖在右侧进气口附近没有机加工识别标签,如图所示。使用不正确的缸盖会导致发动机性能下降。
缸盖总成重约 84 kg [185 lb],将需要专用起吊设备。

准备步骤
WARNING
蓄电池可能有易爆性气体逸出。为降低人身伤害的可能性,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能性,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
WARNING
冷却液有毒。避免儿童与宠物接触冷却液。如果不再继续使用,应按照当地环保法规进行处理。
WARNING
燃油是易燃物。当进行燃油系统的工作时,一定要使香烟、明火、指示灯、电弧设备以及开关远离工作区以及与其共用通风的区域,以减少发生严重的人身伤害甚至死亡的可能性。
WARNING
高压燃油喷射出来可能造成严重的伤害甚至死亡。
WARNING
使用蒸汽清洗器或高压水时,应戴上安全眼镜或防护面罩,穿上防护服,以免造成人身伤害。
CAUTION
燃油系统极易受到污垢和碎屑的影响。必须清洁和覆盖所有接头和端口。即使是非常少量的碎屑也会导致燃油系统故障。
- 断开蓄电池和电源。参考设备制造商维修信息。
- 从空气起动马达上断开供气管(如果配备)。参考第 12 节中的步骤 012-022。
- 释放燃油油轨压力。参考第 6 节中的步骤 006-081。
- 排放冷却系统中的冷却液,至液位低于缸盖。参考第 8 节中的步骤 008-018。
- 拆下检修所需的设备部件。参考设备制造商维修信息。
- 如果需要,拆下涡轮增压器软管。参考第 10 节中的步骤 010-041。
- 如果需要,拆下排气隔热罩。请参阅本手册中的适当程序。
- 清洁缸盖和周围区域。使用蒸汽或高压水。
- 如有必要,拆下前高温空气输送系统。参考第 10 节中的步骤 010-157。
- 如果需要,拆下发动机导线线束。参考第 19 节中的步骤 019-043。
- 如果需要,从涡轮增压器支架上拆下导线固定支架。参考第 19 节中的步骤 019-555。
- 如果需要,拆下涡轮增压器供油软管。参考第 10 节中的步骤 010-046。
- 如果需要,拆下涡轮增压器供油歧管。参考第 10 节中的步骤 010-176。
- 如果需要,拆下涡轮增压器油管支架。参考第 10 节中的步骤 010-175。
- 如果需要,拆下涡轮增压器冷却液歧管。参考第 10 节中的步骤 010-174。
- 如果需要,拆下涡轮增压器涡轮出口波纹管。参考第 11 节中的步骤 011-116。
- 如有必要,拆下涡轮增压器回油管。参考第 10 节中的步骤 010-045。
- 如有需要,拆卸涡轮增压器。参考第 10 节中的步骤 010-033。
- 如果需要,拆下排气口温度传感器。参考第 19 节中的步骤 019-554。
- 如果需要,拆下排气口连接。参考 第 11 节中的步骤 011-017。
- 如果需要,拆下排气口连接支架。参考第 11 节中的步骤 011-023。
- 如有需要,拆卸涡轮增压器支架。参考第 10 节中的步骤 010-048。
- 拆下和废弃喷油器高压供油管。参考第 6 节中的步骤 006-051。
- 从喷油器盖板上拆下喷油器导线固定支架。参考第 6 节中的步骤 006-090。
- 从喷油器盖板上拆下排气温度传感器导线。参考第 19 节中的步骤 019-013。
- 拆下喷油器盖板参考第 3 节中的步骤 003-033。
- 拆下气门室盖。参考第 3 节中的步骤 003-032。
- 拆下喷油器。参考第 6 节中的步骤 006-026。
- 拆下摇臂室支架。参考第 3 节中的步骤 003-034。
- 拆卸跨接压板。参考第 3 节中的步骤 003-009。
- 拆卸推杆。参考第 4 节中的步骤 004-014。
- 拆下喷油器回油管。参考第 6 节中的步骤 006-078。
- 拆卸冷却液通风管。参考第 8 节中的步骤 008-017。
- 拆下排气温度传感器。参考第 19 节中的步骤 019-013。
- 从所拆卸的缸盖上断开排气歧管。参考第 11 节中的步骤 011-007。
- 从所拆卸的缸盖上断开进气歧管。参考第 10 节中的步骤 010-023。
- 如有必要,拆下发动机吊耳。参考第 16 节中的步骤 016-001。
拆卸
从缸盖螺柱上拆下保护盖。
CAUTION
确保液压张紧器桥不与相邻的缸盖接触,否则可能会导致损坏。
将张紧器桥和液压张紧器(零件号 5299810)安装到每个缸盖螺柱上。
定位每个张紧器桥,使:
- 可进入桥上的窗户
- 桥与所拆卸的缸盖发生最大接触
- 桥不与相邻的缸盖接触
拧紧液压张紧器,直到它们与张紧器桥的顶部接触。

CAUTION
未正确连接液压软管会导致缸盖上的负载不均匀,从而损坏部件并导致缸盖密封垫故障。
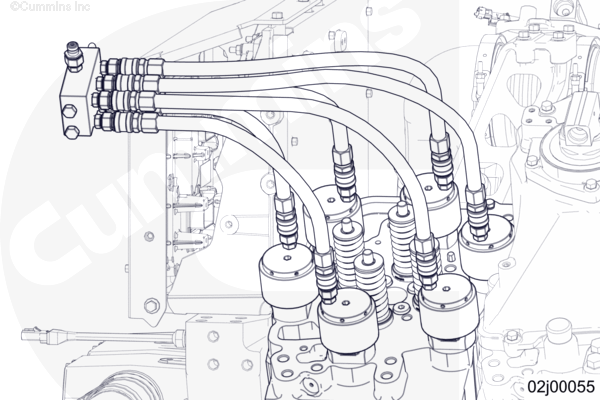
将液压软管(零件号 5299812)从每个液压张紧器连接到液压歧管(零件号 5299817)。
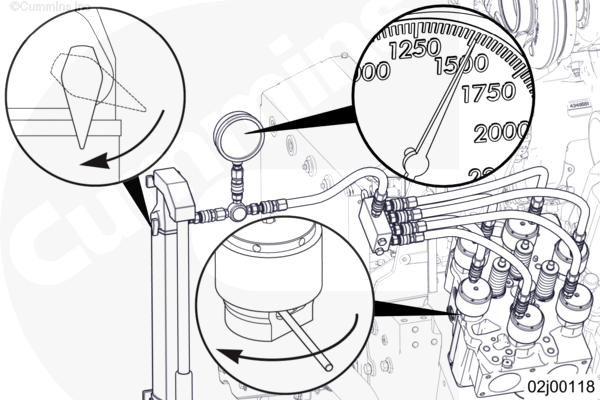
将压力表(零件号 5299815)连接到液压泵(零件号 5299814)。
将液压歧管上的液压软管(零件号 5299813)连接到液压泵上的压力表。
轻轻拉动每个液压软管接头,确保其连接正确。
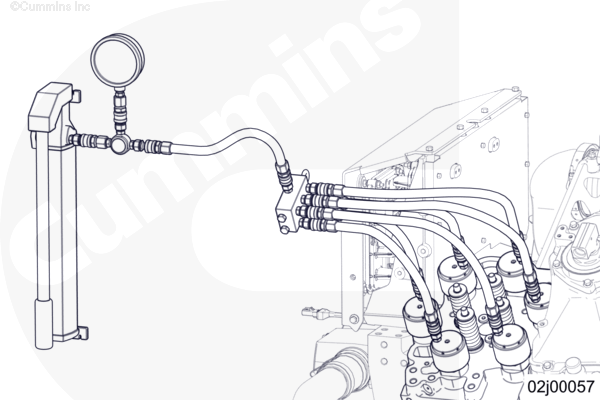
逆时针转动以打开液压泵上的阀门。
拧紧每个液压张紧器,确保其完全缩回。使用杆。
松开每个液压张紧器两圈。
顺时针转动以关闭液压泵上的阀门。
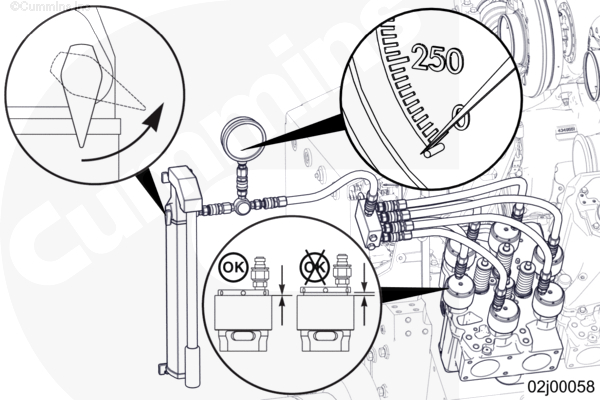
将张紧器加压至 1500 bar [21,756 psi]。
注 : 如果液压泵没有达到压力,打开阀门释放压力。拆下泵上的加油塞,并确保泵内充满 ISO 68 液压油。
松开每个缸盖螺母一圈。使用杆。
注 : 释放压力时,超过规定拧松螺母会导致螺母和液压张紧器之间粘连。
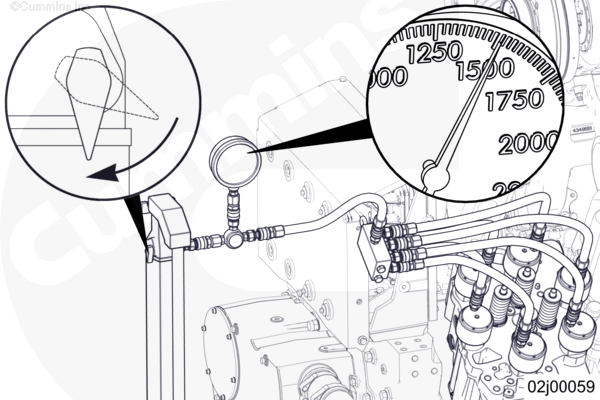
缓慢打开泵上的阀门,以释放液压张紧器的压力。
拧紧每个液压张紧器,确保其完全缩回。使用杆。
注 : 如果任何液压张紧器不能在螺柱上自由转动,则重复加压过程,并拧紧缸盖螺母 ¼ 圈。
断开并拆卸所有液压软管、液压张紧器和张紧器桥。
拆卸缸盖螺母。
安装缸盖提升装置(零件号 5394495)。
安装拉手(零件号 5299081)。
注 : 板上的顶部提升点将缸盖保持在正确的角度,以便于安装。
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
拆卸缸盖。如果顶置提升不可用,使用缸盖提升装置(零件号 5298550)。参考第 22 节中的步骤 022-017。
拆卸并废弃缸盖密封垫。
取下并废弃上部缸套密封圈。
拆卸缸盖螺柱。参考第 2 节中的步骤 002-046。
拆解
CAUTION
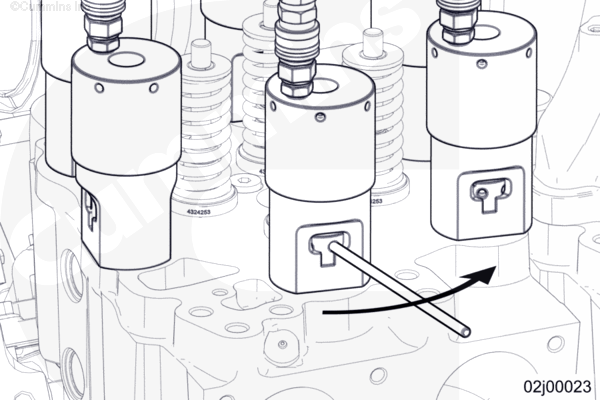
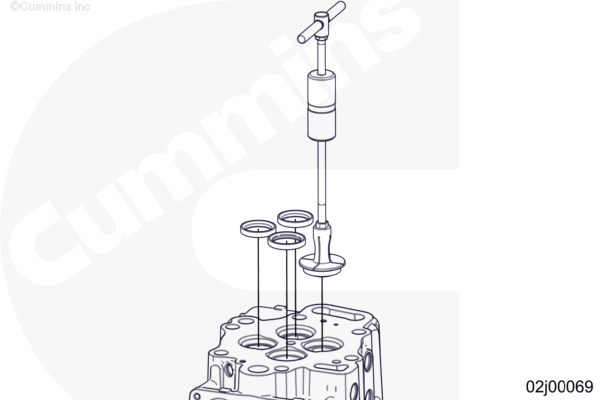
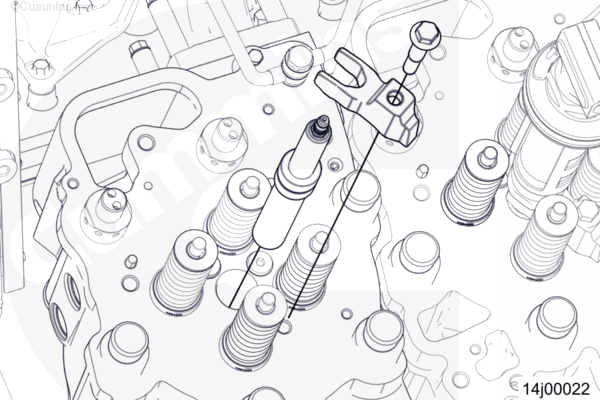
如果要继续使用气门,请勿蚀刻气门,否则可能会出现损坏。
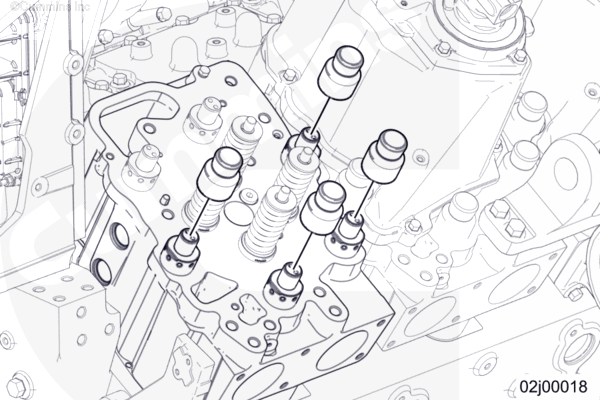
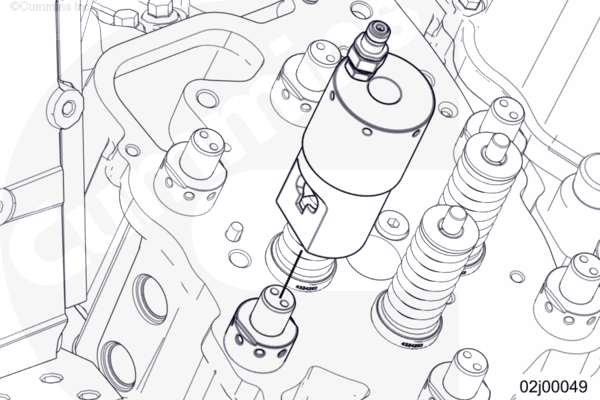
如果要继续使用气门,请在拆卸之前标记其在缸盖中的位置,如图所示。使用油漆笔或标记笔。
- 1ES
- 1EL
- 1IS
- 1IL
如果更换气门,也更换相应的气门导管和气门座镶圈。

WARNING
气门弹簧处于绷紧状态,如果释放则会被抛出。为了防止对眼睛的伤害,应佩带带有侧护罩的护目眼镜。
压缩气门弹簧,直至气门杆上的气门锁片松动。使用气门弹簧压缩器(零件号 2892207)。
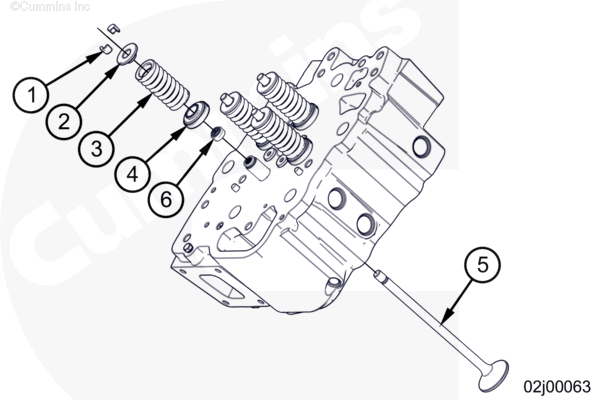
拆卸:
- 气门锁片 (1)
- 气门弹簧座圈 (2)
- 气门弹簧 (3)
- 气门转子 (4)
- 气门 (5)
- 气门杆密封件 (6)
废弃:
- 气门锁片
- 气门旋转座圈
- 气门杆密封件
注 : 必须从缸盖上拆下碗形塞,以进行适当的清洁。
拆下碗形塞。使用轻型拉拔器套件(零件号 3375784)或等同工具。
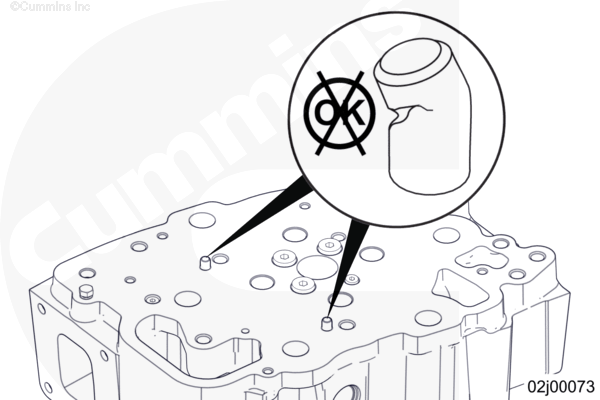
注 : 缸盖一侧的碗形塞后面有一个直螺纹 O 形圈螺塞。
拆下直螺纹 O 形圈螺塞。拆下并废弃 O 形密封圈。
注 : 仅拆卸不符合继续使用标准的气门导管。参考本步骤中的“清洁并检查能否继续使用”部分。
拆卸并废弃气门导管。使用气门导管拆卸器(零件号 2892200)和液压压具。
如果更换气门导管,也更换相应的气门和气门座镶圈。
注 : 只有在检查过程中发现损坏时,才拆卸定位销。参考本步骤中的“清洁并检查能否继续使用”部分。
拆下定位销。使用定位销拆卸器(零件号 3163720)或等同工具。使用拆卸器锁片(零件号 3163725)。
注 : 只有在发现泄漏或浸没清洗缸盖时,才拆卸防破坏密封。
拆下防破坏密封。使用密封拆装器(零件号 3823154)。使用拆装器螺钉(零件号 4919007)。
参见 AVSEAL® 拆卸和安装套件维修工具说明,公告号 3377634。
注 : 仅拆卸不符合继续使用标准的气门座镶圈。参考本步骤中的“清洁并检查能否继续使用”部分。
拆下并废弃进气门气门座镶圈。使用气门座镶圈拆卸器(零件号 2892225)和滑锤(零件号 3376617)。
拆下并废弃排气门气门座镶圈。使用气门座镶圈拆卸器(零件号 2892226)和滑锤。
如果更换气门座镶圈,也更换相应的气门和气门导管。
清洁并检查能否继续使用
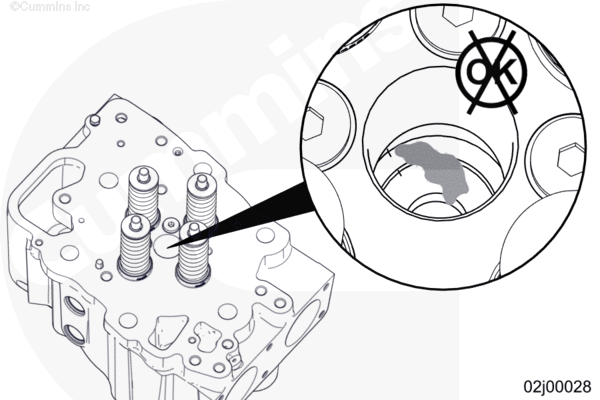
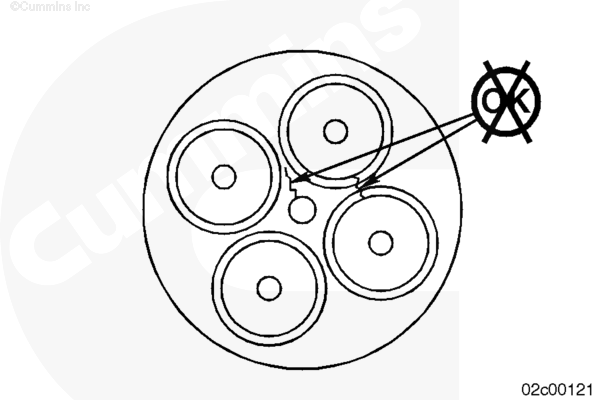
检查缸盖的喷油器孔是否有燃烧泄漏迹象。
如果发现燃烧泄漏迹象,执行以下步骤。
WARNING
当使用溶剂、酸或碱性材料清洗时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造成人身伤害。
- 清洁喷油器孔。使用溶剂和锥形刷。用压缩空气吹干。
- 在喷油器上安装新的喷油器燃烧室密封件。
- 在燃烧室密封件上涂一薄层铁蓝。
- 安装喷油器和喷油器卡箍。参考第 6 节中的步骤 006-026。
- 拆卸喷油器和卡箍。
- 检查燃烧室密封件上的接触模式。必须可以看到至少 1.52 mm [0.06 in] 宽 360 度全周的纯色带。
- 如果接触模式不符合技术规范,更换缸盖。
- 拆下并废弃燃烧室密封件。
CAUTION
为防止损坏螺母上的涂层,不要在螺母上使用钢丝刷或任何研磨清洁方法。
清洁:
- 缸盖
- 缸盖螺柱
- 缸盖螺母
- 气门弹簧座
- 气门
- 弹簧
- 直螺纹 O 形圈塞
使用溶剂。用压缩空气吹干。
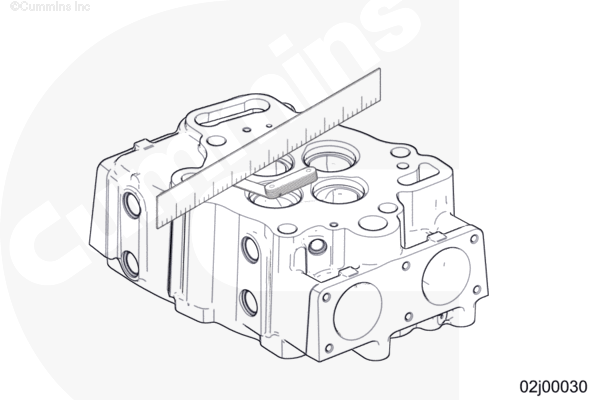
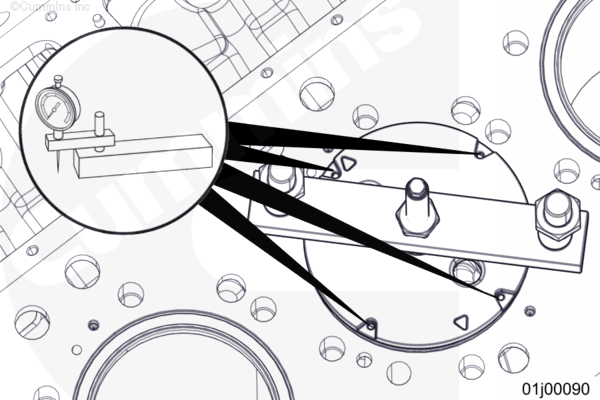
注 : 缸盖不能再加工表面,因为再加工表面后不能维持正确的喷油器突出量。
测量缸盖密封垫表面平面度。使用直尺(零件号 4918219)。
如果直尺和缸盖之间的塞尺大于 0.08 mm [0.003 in],则更换缸盖。
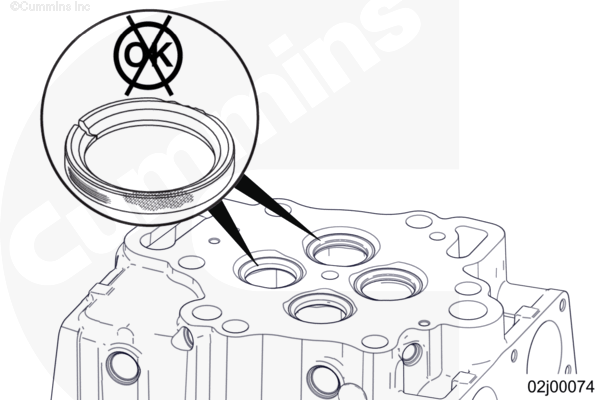
检查燃烧表面和缸盖的气门座镶圈沉孔。使用裂纹检测组件(零件号 3375432)。
如果出现以下情况,更换缸盖:
- 裂纹
检查喷油器孔。使用裂纹检测组件(零件号 3375432)。
如果出现以下情况,更换缸盖:
- 裂纹
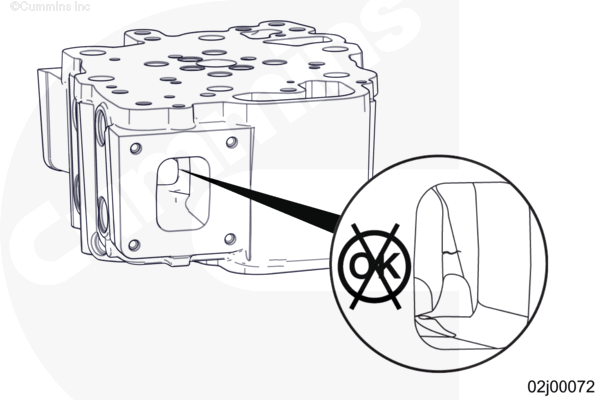
检查排气口分隔器。使用裂纹检测组件(零件号 3375432)。
如果出现以下情况,更换缸盖:
- 裂纹
检查定位销。
如果出现以下情况,更换销:
- 损坏
参考本步骤中的“拆解”部分。
检查气门座镶圈。
如果出现以下情况,更换气门座镶圈:
- 裂纹
- 松
- 穴蚀
- 腐蚀
- 磨损不均匀
- 密封表面上有凹槽
- 其他损坏
参考本步骤中的“拆解”部分。
如果更换气门座镶圈,也更换相应的气门和气门导管。
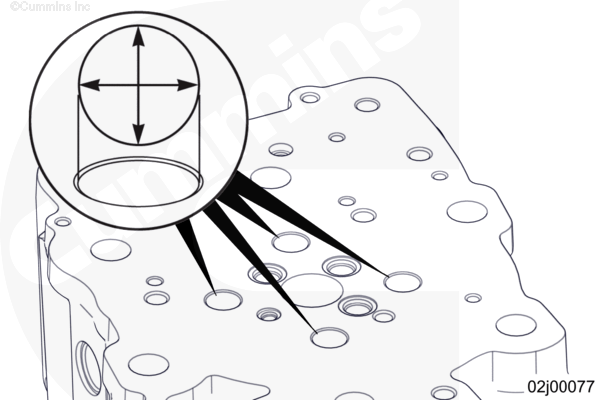
注 : 仅在拆下气门座镶圈的情况下执行此步骤。
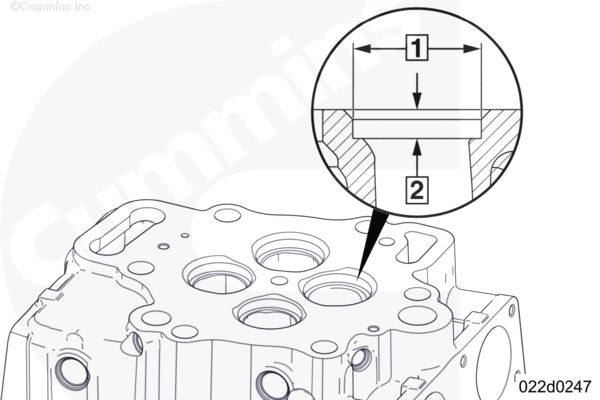
如图所示,测量气门座镶圈沉孔在缸盖中的内径和深度。
| 标准尺寸气门座孔测量 | ||||||||
| 气门座镶圈类型 | 直径 (1) | 深度 (2) | ||||||
| 最小值 | 最大值 | 最小值 | 最大值 | |||||
| mm | in | mm | in | mm | in | mm | in | |
| 进气 | 65.887 | 2.7514 | 69.913 | 2.7525 | 15.1 | 0.594 | 15.3 | 0.602 |
| 排气 | 65.687 | 2.5861 | 65.713 | 2.5871 | 15.1 | 0.594 | 15.3 | 0.602 |
如果沉孔深度或内径不符合技术规范,使用加大尺寸气门座镶圈。
注 : 仅在缸盖中的气门座孔的内径和深度超出技术规范时,执行此步骤。
如果需要,机加工加大尺寸气门座孔。
| 加大尺寸气门座孔测量值 | |||||||||
| 气门座镶圈类型 | 直径 (1) | 深度 (2) | 加大尺寸气门座镶圈零件号 | ||||||
| 最小值 | 最大值 | 最小值 | 最大值 | ||||||
| mm | in | mm | in | mm | in | mm | in | ||
| 进气 | 70.017 | 2.7566 | 70.043 | 2.7576 | 15.1 | 0.594 | 15.3 | 0.602 | 5410041 |
| 进气 | 70.137 | 2.7613 | 70.163 | 2.7623 | 15.1 | 0.594 | 15.3 | 0.602 | 5410042 |
| 进气 | 70.387 | 2.7711 | 71.163 | 2.8017 | 15.230 | 0.5996 | 15.430 | 0.6075 | 5410043 |
| 排气 | 65.817 | 2.5912 | 65.843 | 2.5922 | 15.1 | 0.594 | 15.3 | 0.602 | 5410045 |
| 排气 | 65.937 | 2.5959 | 65.963 | 2.5970 | 15.1 | 0.594 | 15.3 | 0.602 | 5410046 |
| 排气 | 66.187 | 2.6058 | 66.213 | 2.6068 | 15.230 | 0.5996 | 15.430 | 0.6075 | 5410047 |
如果沉孔深度或内径不符合技术规范,更换缸盖。
检查每个气门导管的顶部和底部是否有裂纹。
如图所示,在两个位置测量每个气门导管的内径。在每个位置取两个相隔 90 度的测量值。使用球形量规或内径千分表。
| 气门导管内径(已安装) | ||
| mm | in | |
| 13.605 | 最小 | 0.5356 |
| 13.625 | 最大 | 0.5364 |
如果有任何气门导管损坏或不符合技术规范,拆下该气门导管。参考本步骤中的“拆解”部分。
如果更换气门导管,也更换相应的气门和气门座镶圈。
注 : 仅在拆下气门导管的情况下执行此步骤。
测量缸盖气门导管孔的内径。
| 气门导管孔内径 | ||
| mm | in | |
| 23.497 | 最小 | 0.9251 |
| 23.523 | 最大 | 0.9261 |
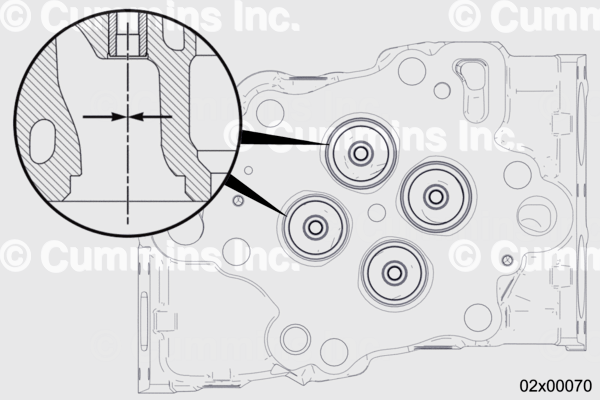
如果孔径不符合技术规范,使用加大尺寸气门导管。
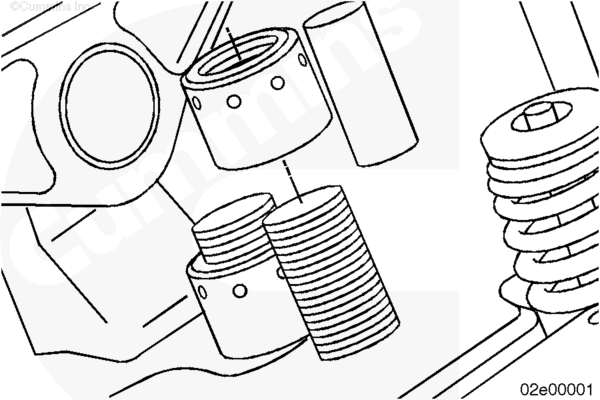
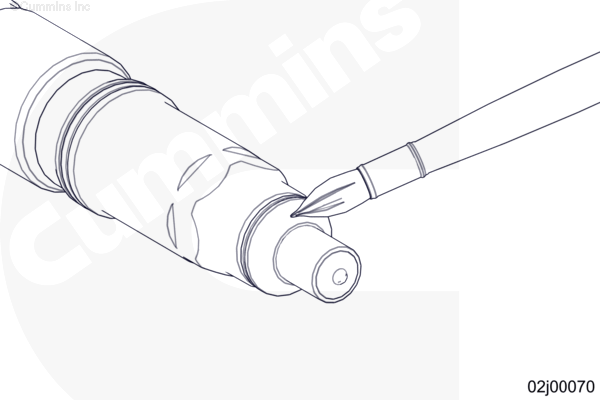
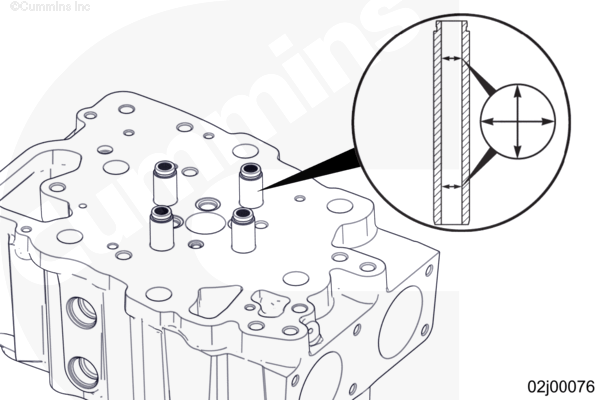
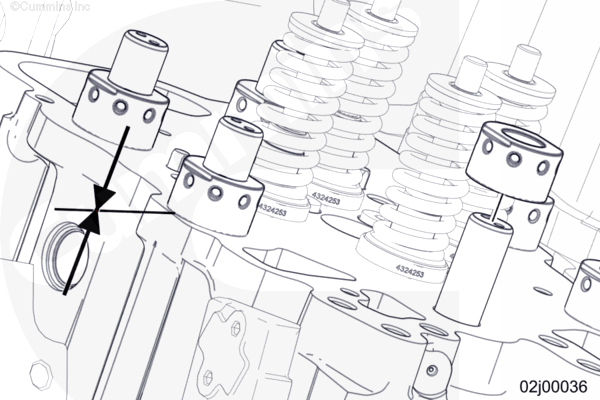
注 : 提供 0.15 mm [0.006 in] 的加大尺寸气门导管。如图所示,加大尺寸气门导管在导管顶部周围加工有两个条带。
在缸盖中机加工加大尺寸气门导管孔。
| 加大尺寸气门导管孔的机加工直径 | ||
| mm | in | |
| 23.647 | 最小 | 0.9310 |
| 23.673 | 最大 | 0.9320 |
必须保持适当的气门导管压配合干涉。
| 气门导管和缸盖之间的压配合干涉 | ||
| mm | in | |
| 0.014 | 最小 | 0.0006 |
| 0.053 | 最大 | 0.0021 |

注 : 只有在缸盖上机加工过加大尺寸气门导管的情况下,才能完成此步骤。
在缸盖中环绕孔 360 度,测量气门座镶圈孔相对气门导管孔的跳动量。
| 气门座镶圈孔相对气门导管孔的跳动量 | ||
| mm | in | |
| 0.05 | 最大 | 0.002 |
如果跳动量不符合技术规范,更换缸盖。
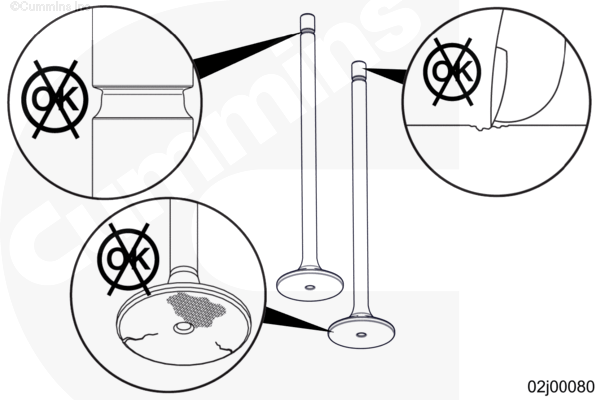
检查气门。
如果出现以下情况,更换气门:
- 裂纹
- 锁片槽磨损
- 气门杆磨损
- 锁片槽上方的端头磨损(足以用指甲感觉到深度)
- 其他损坏
如果更换气门,也更换相应的气门导管和气门座镶圈。
如图所示,在两个位置测量气门杆的外径。在每个位置取两个相隔 90 度的测量值。不要测量锁片槽的直径。
- A:130 mm [5.1 in]
- B:200 mm [7.9 in]
| 气门杆外径 | ||
| mm | in | |
| 13.49 | 最小 | 0.5311 |
| 13.51 | 最大 | 0.5319 |
如果气门杆的外径不符合技术规范,更换气门。
如果更换气门,也更换相应的气门导管和气门座镶圈。

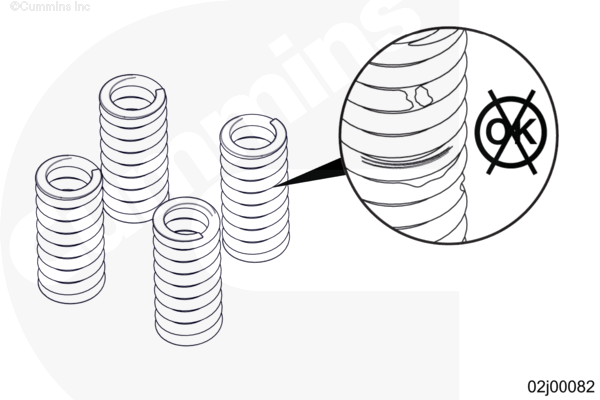
检查气门弹簧。
如果出现以下情况,更换弹簧:
- 弯曲
- 跨桥导杆断裂/螺栓
- 由于弹簧圈之间的接触导致磨损
如果弹簧圈之间有接触迹象,则检查:
- 凸轮轴凸轮
- 凸轮随动件
- 推管
- 摇臂总成
- 跨接压板
- 气门弹簧座
- 活塞顶部
更换所有损坏的部件。请参阅本手册中的适当程序。
使用气门弹簧测试仪(零件号 5299714),在指定的测试高度检查弹簧力。
| 测试高度和气门弹簧力 | |||
| n | lbf | ||
| 89.35 mm [3.52 in] | 960 | 最小 | 708 |
| 1040 | 最大 | 767 | |
| 70.35 mm [2.77 in] | 2060 | 最小 | 1519 |
| 2220 | 最大 | 1637 | |
如果气门弹簧不符合技术规范,更换弹簧。

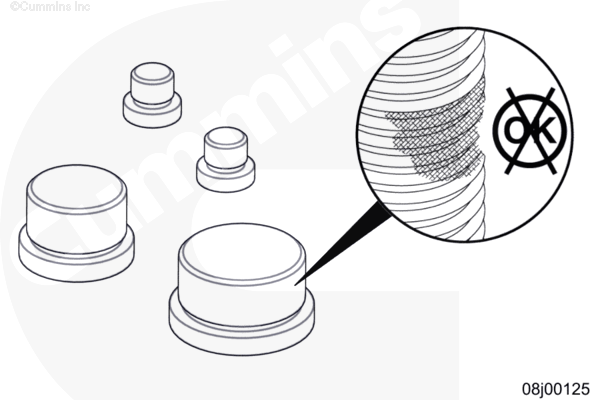
检查气门弹簧座。
如果出现以下情况,更换座圈:
- 裂纹
- 腐蚀
- 磨损
- 其他损坏
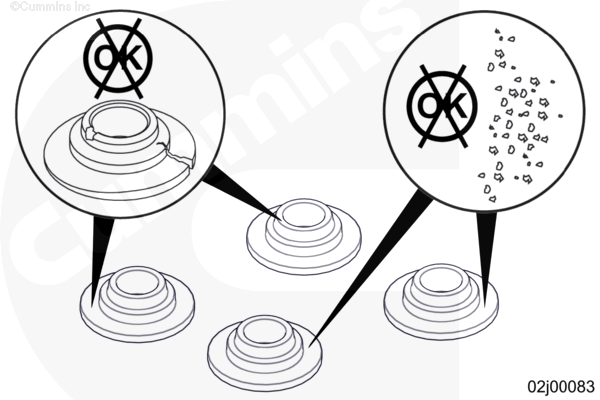
检查缸盖螺母。
如果出现以下情况,更换螺母:
- 裂纹
- 腐蚀
- 划痕
- 剥落
- 螺纹损坏
- 其他损坏
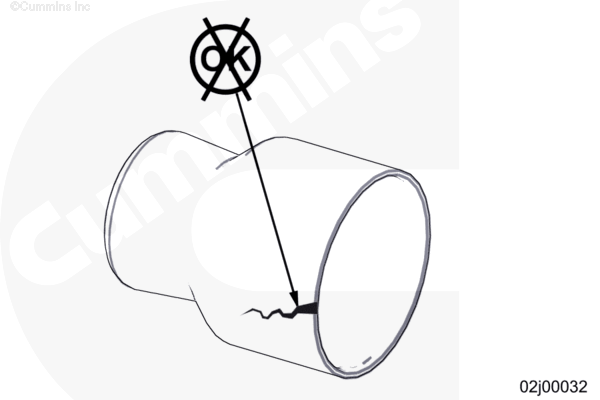
检查缸盖螺柱保护盖。
如果出现以下情况,更换盖:
- 割伤
- 磨损
- 裂纹
- 变脆
- 其他损坏
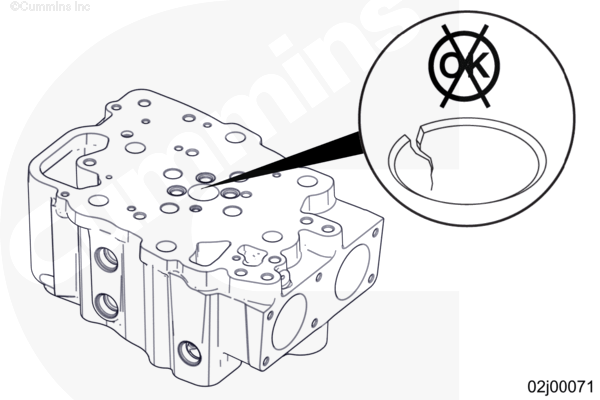
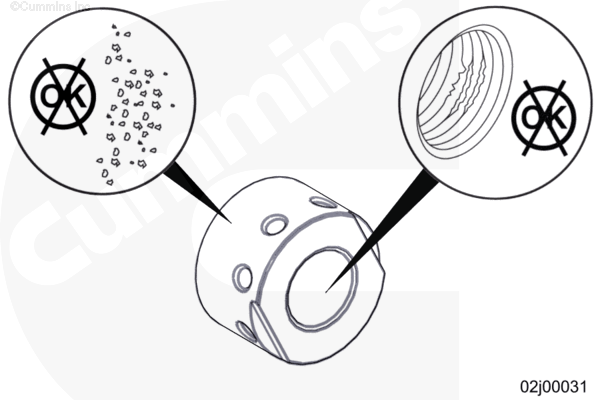
检查直螺纹 O 形圈螺塞。
出现以下情况时,更换螺塞:
- 裂纹
- 腐蚀
- 其他损坏
检查缸盖螺柱。参考第 2 节中的步骤 002-046。

压力测试
冷却液通道
注 : 必须安装所有直螺纹 O 形圈螺塞和碗形塞,以进行压力测试。参考本步骤中的“组装”部分。
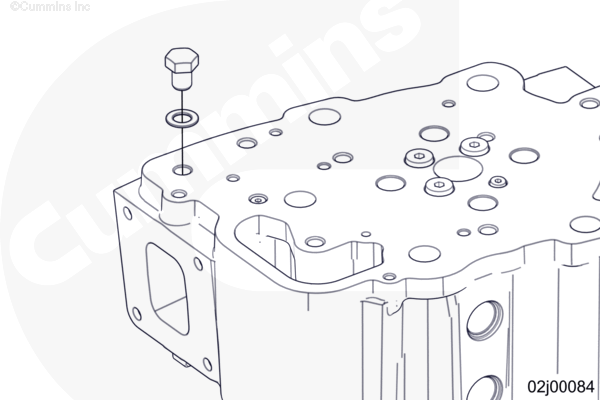
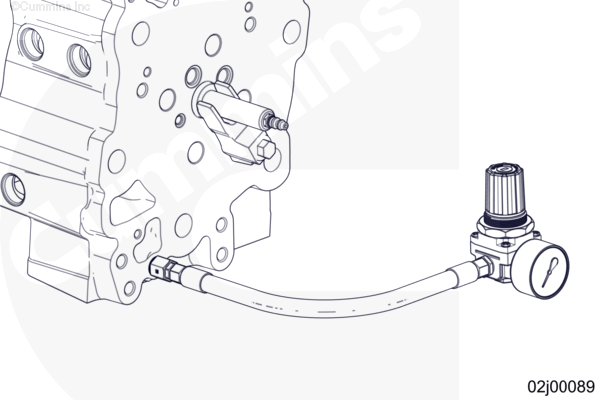
将螺钉(零件号 2892237)安装到缸盖上的冷却液通风管端口上。使用新的密封垫圈。
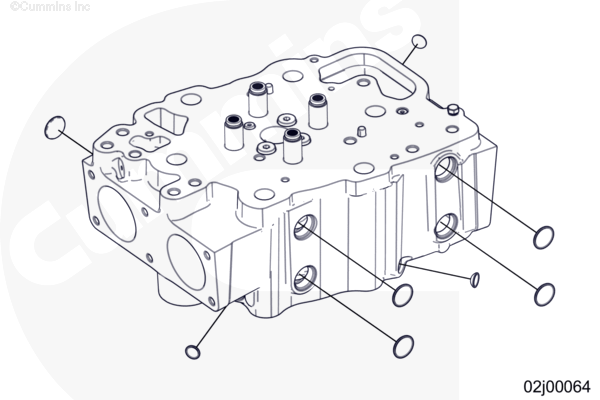
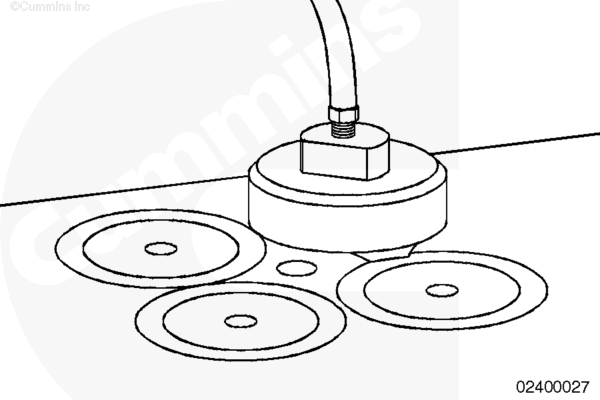
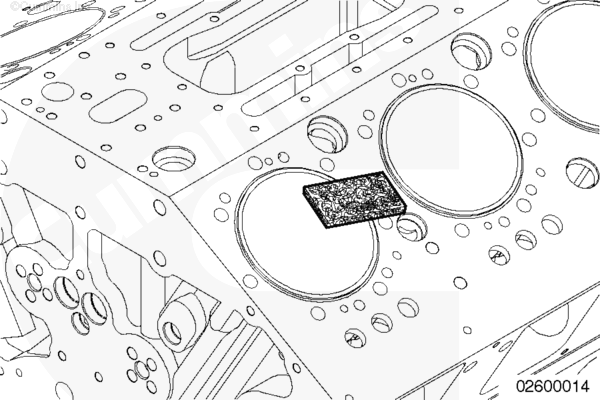
在泄漏测试板上安装 3 个 O 形密封圈(零件号 2892300)。
润滑每个 O 形密封圈以保留在板上。使用 Lubriplate™ 105(零件号 3163086)或等同工具。
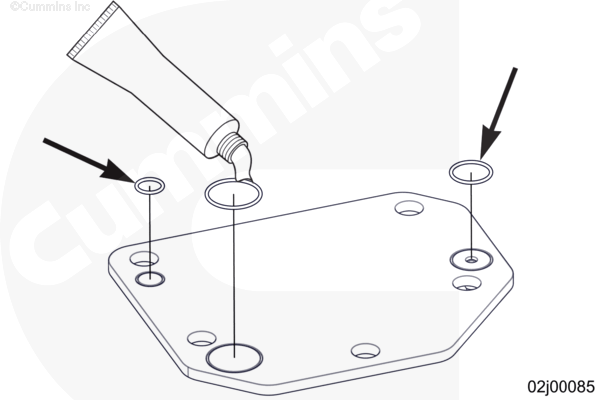
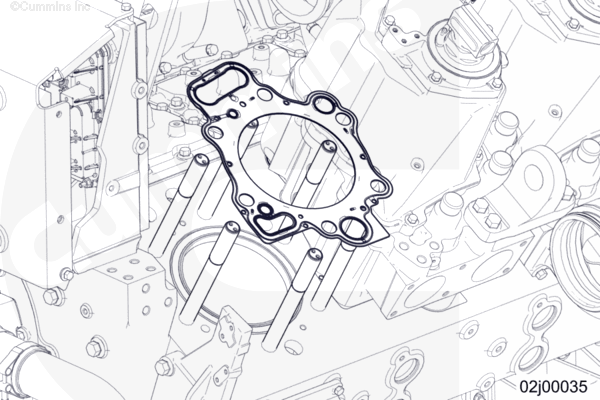
如图所示,在缸盖的燃烧表面上安装泄漏测试板。确保 O 形密封圈保留在板上。
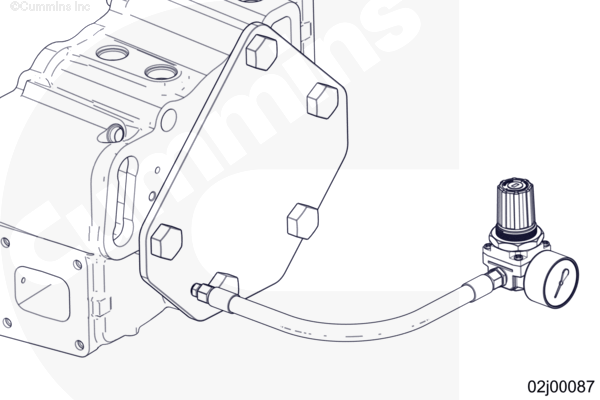
将压力调节器阀(零件号 5299421)或等同工具连接到板上的接头。
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
将吊环连接到缸盖上。使用合适的提升装置提升缸盖。
将缸盖浸没到水箱内。
将压力调节器阀连接到车间空气。
将气压调节到 207 kPa [30 psi]。
检查是否有气泡。有气泡表明漏气。
如果在碗形塞或直螺纹 O 形圈螺塞上发现泄漏,则更换泄漏的螺塞。
如果在其他地方发现泄漏,则更换缸盖。

燃油通道
注 : 必须安装防破坏密封,以进行压力测试。参考本步骤中的“组装”部分。
检查泄漏测试适配器上的 O 形密封圈(零件号 5299187)。
如有以下情况,更换 O 形密封圈:
- 裂纹
- 磨损
- 变脆
润滑泄漏测试适配器 O 形密封圈。使用 Lubriplate™ 105(零件号 3163086)或等同物。
在缸盖中安装泄漏测试适配器。
安装喷油器压紧卡箍。
将泄漏测试适配器(零件号 5299196)安装到缸盖上的喷油器回油管端口。使用新的密封垫圈。

将压力调节器阀(零件号 5299421)或等同工具连接到泄漏测试适配器(零件号 5299196)。
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
将吊环连接到缸盖上。使用合适的提升装置提升缸盖。
将缸盖浸没到水箱内。
将压力调节器阀连接到车间空气。
将气压调节到 207 kPa [30 psi]。
检查是否有气泡。有气泡表明漏气。
如果在防破坏密封上发现泄漏,则更换泄漏的密封。
如果在其他地方发现泄漏,则更换缸盖。
组装
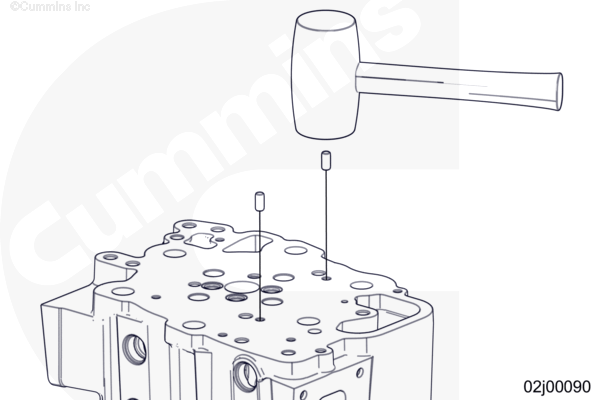
CAUTION
不要用锤子来安装定位销。否则会造成销损坏。
如果拆下,安装新的定位销。使用木锤。
如果拆下,安装新的防破坏密封。使用密封拆装器(零件号 3823154)。使用安装器适配器(零件号 4918972)和安装器导管(零件号 4918973)。
参见 AVSEAL® 拆卸和安装套件维修工具说明,公告号 3377634。

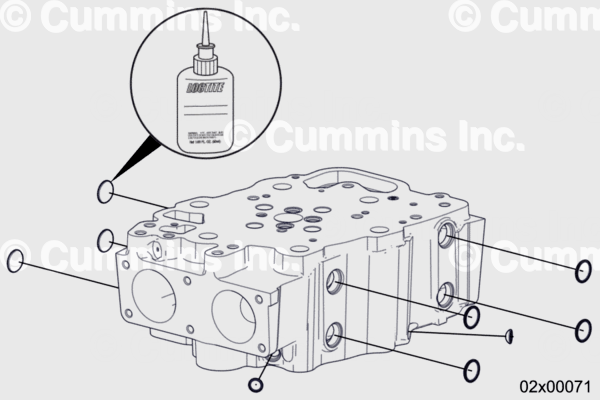
安装直螺纹 O 形圈螺塞。使用新的 O 形密封圈。
M10 螺塞 6 n•m [ 53 in-lb ]
M18 螺塞 34 n•m [ 25 ft-lb ]
注 : 必须在安装碗形塞之前,安装直螺纹 O 形圈螺塞。
将 Loctite™ 620(零件号 4919199)或等同工具涂覆到新的碗形塞和孔上。
安装碗形塞。使用膨胀塞安装器(零件号 5298544)、膨胀塞安装器(零件号 5298545)和拆装器手柄(零件号 3164085)。
对缸盖内的冷却液通道进行压力测试。参考本步骤中的“压力测试”部分。
对缸盖内的燃油通道进行压力测试。参考本步骤中的“压力测试”部分。
CAUTION
如果更换气门导管,也必须更换该位置的气门和气门座镶圈。
CAUTION
确保心轴不会损坏气门导管的顶部。如果导管损坏,气门可能会卡住,这样会造成发动机严重损坏。
CAUTION
不得使用锤子安装气门导管。
润滑气门导管的外表面。使用清洁的机油。
安装气门导管。使用气门导管安装器(零件号 2892199)和液压压具。
检查缸盖顶面上方每个气门导管的外径是否有:
- 碎屑
- 裂纹
如果发现损坏,拆卸并更换导管。参考本步骤中的“拆解和组装”部分。

WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造成人身伤害。
清洁气门导管孔。使用溶剂和尼龙刷。用压缩空气吹干。
将缸盖的燃烧面朝下,平放在水平表面上。

CAUTION
损坏或脏污的落下高度仪可能导致测试结果不准确或部件损坏。
清洁落下高度仪(零件号 5299649)。使用溶剂。用压缩空气吹干。
检查落下高度仪触针。
如果触针出现以下情况,更换落下高度仪:
- 划痕
- 丁当作响
- 划痕
- 磨损
- 弯曲
- 其他损坏

CAUTION
将落下高度仪压入气门导管会导致测试结果不准确和部件损坏。
握住落下高度仪手柄的上端。
将高度仪触针的尖端置于气门导管孔内。
释放高度仪,使其只在重力作用下自由下降。
额外重复测试三次。每次旋转落下高度仪 90 度。
如果落下高度仪跌落至手柄底座接触到气门导管,则测试通过。
如果落下高度仪没有跌落至手柄底座接触到气门导管,则测试失败。
如果落下高度仪在任何位置测试失败,则对气门导管进行扩孔。参考以下步骤。

WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造成人身伤害。
CAUTION
为了避免气门导管损坏,必须在插入和拔出气门导管的同时,用手沿顺时针方向连续旋转铰刀。
注 : 仅在落下高度仪测试失败的情况下,对气门导管进行扩孔。
清洁气门导管铰刀(零件号 5299733)。使用溶剂。用压缩空气吹干。
将缸盖的燃烧面朝下,平放在水平表面上。
将铰刀的尖端插入气门导管的顶部。
连续顺时针旋转铰刀,并允许其通过重力跌落到气门导管孔中。用手继续旋转铰刀,直至其通过气门导管跌落,并停留在下面的表面上。
一旦绞刀通过气门导管跌落,沿顺时针方向继续旋转额外两圈。
继续顺时针旋转铰刀,并从气门导管中拔出。

清洁气门导管孔。使用溶剂和尼龙刷。用压缩空气吹干。
重复落下高度仪测试。
如果任何气门导管没有通过落下高度仪测试,则重复铰孔过程。
如果落下高度仪测试再次失败,拆卸和更换气门导管、气门和气门座镶圈。参考本步骤中的“拆解和组装”步骤。
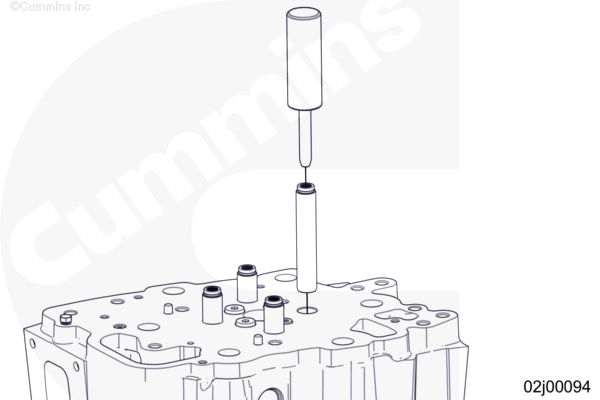
安装气门杆密封件。使用气门杆密封安装器(零件号 5299648)、安装器手柄(零件号 5299445)和锤子。
CAUTION
如果更换气门座镶圈,也必须更换该位置的气门和气门导管。
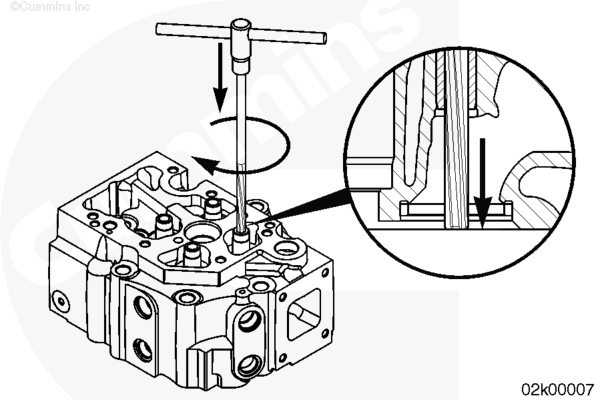
如果拆下,安装新的进气门气门座镶圈。使用气门座镶圈安装器(零件号 5299646)、安装器手柄(零件号 5299445)和锤子。
如果拆下,安装新的排气门气门座镶圈。使用气门座镶圈安装器(零件号 5299647)、安装器手柄(零件号 5299445)和锤子。
CAUTION
如果更换气门,也必须更换该位置的气门导管和气门座镶圈。
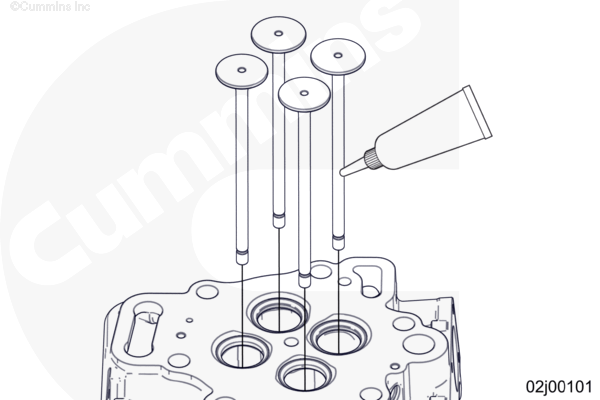
CAUTION
不要将过量的防粘结复合剂涂覆在气门杆上,否则会发生发动机损坏。
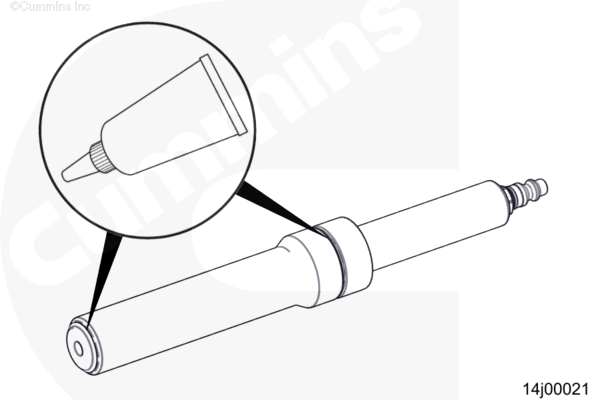
将一薄层 Loctite® Moly-50™ 防粘结复合剂(零件号 3824759)或等同工具涂覆在气门杆上。
安装气门。
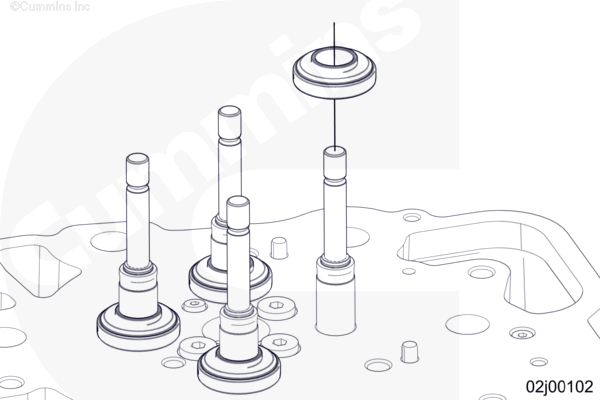
注 : 用手转动气门转子,可能会转动不顺畅、感觉很难转动,或根本无法转动。这是安装转子之前的正常现象。
将每个气门转子浸没在清洁的发动机机油中至少 5 秒钟。
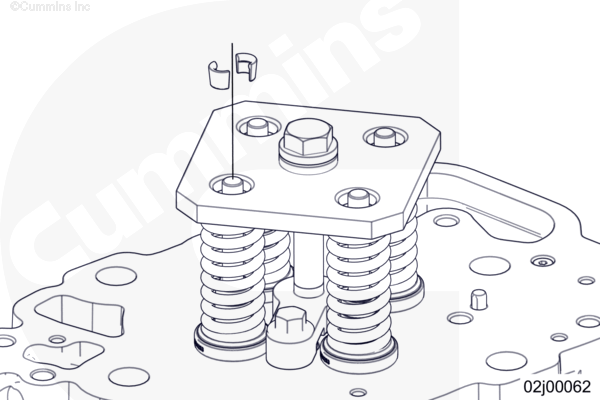
如图所示,将气门转子安装在气门导管上,使弹簧导向法兰朝上。
安装气门弹簧。
安装气门弹簧座。
WARNING
气门弹簧处于绷紧状态,如果释放则会被抛出。为了防止对眼睛的伤害,应佩带带有侧护罩的护目眼镜。
压缩气门弹簧,直至可以看到气门杆中的槽。使用气门弹簧压缩器(零件号 2892207)。
安装气门锁片。使用平头螺丝刀将锁片完全安装在气门杆的槽内。
慢慢地减压气门弹簧。确保气门锁片保持原位。

WARNING
为了减小对人员造成伤害的可能性,请戴上护眼罩。如果锁夹安装不正确,当使用塑料锤敲击气门杆时,锁片就会飞出。
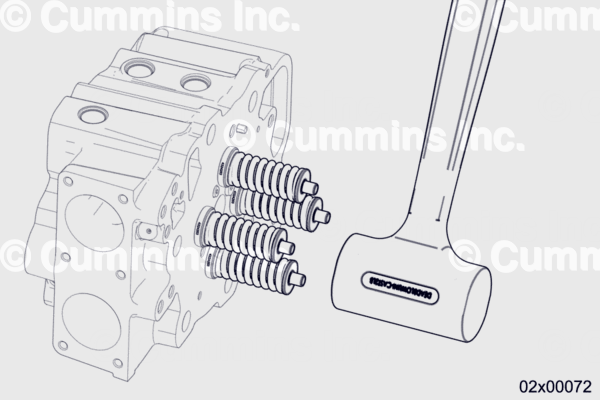
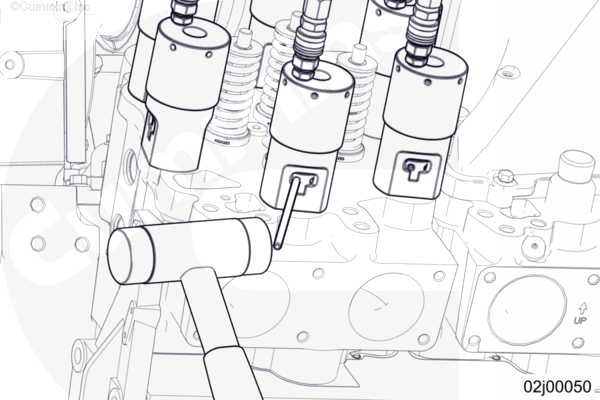
敲打每个气门的顶部,确保气门锁片完全就位。使用普通手锤或木槌。
如果锁片松动,则压缩气门弹簧,重新安装锁片。
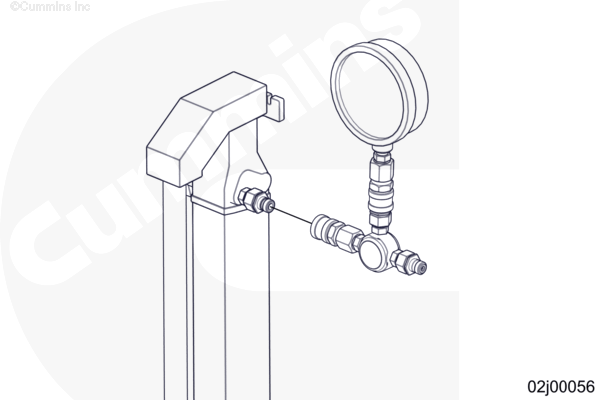
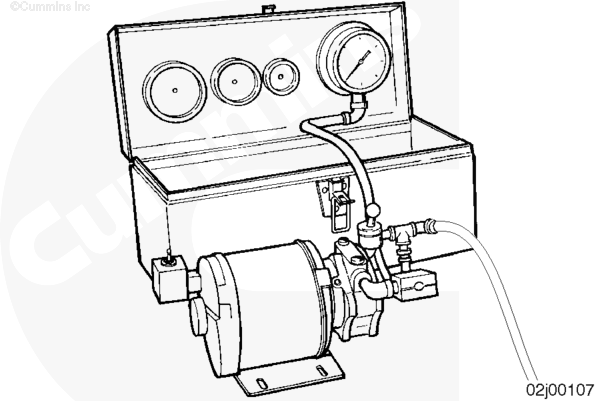
真空测试
使用气门真空测试仪(零件号 3824277 (115 VAC) 或 3824278 (220 VAC))。
在使用真空测试仪之前,先测试泄漏切断阀,以防止误测泄漏。
单向阀:
- 打开切断阀
- 打开真空泵
- 将油杯放在光滑的表面上
- 关闭切断阀
- 关闭真空泵
- 等待大约 10 秒钟
- 如果压力表下降超过 7 kPa [2 in-hg],更换阀真空测试仪
在真空测试仪软管上安装缸盖泄漏测试套件(零件号 2892208)。
检查泄漏测试套件上的密封。
如果出现以下情况,更换密封件:
- 裂纹
- 磨损
- 变脆
- 其他损坏
清洁阀周围区域。用触点清洁剂(零件号 3824510)或等效工具。
将缸盖泄漏测试套件罩在阀上,使密封与阀周围的缸盖紧密接触。
将扳钮开关 (3) 扳至 ON(接通)位置。
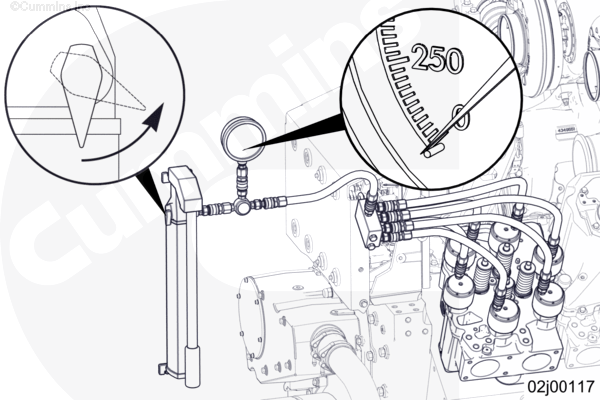
将真空控制阀 (4) 转到 OPEN(开启)位置。
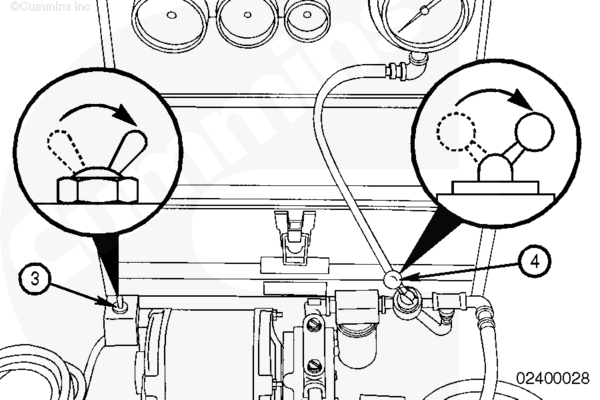
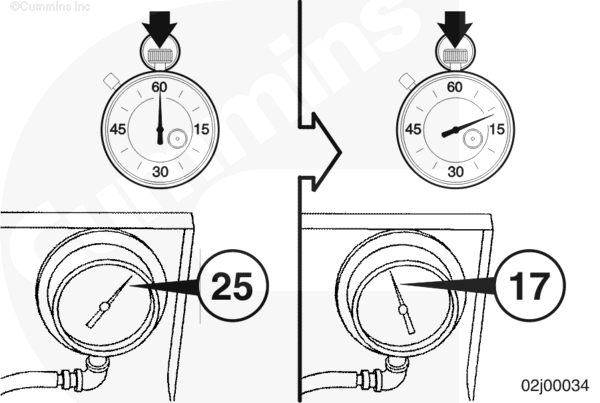
当压力表显示 85% 的大气压力时,将真空控制阀 (4) 转到 CLOSED 或 OFF(关闭)位置。参考第 V 节中的步骤 018-028。
注 : 在海平面上,85% 的大气压力相当于 85 kPa [25 in-hg]。
将扳钮开关 (3) 转到 OFF(断开)位置。
如果无法达到规定的真空度,执行以下操作:
- 用软面槌敲打气门杆,以便座合特定的气门。
- 然后重复测试。
- 如果仍不能达到规定的真空度,更换气门、气门导管和气门座镶圈。参考本步骤中的“拆解和组装”部分。
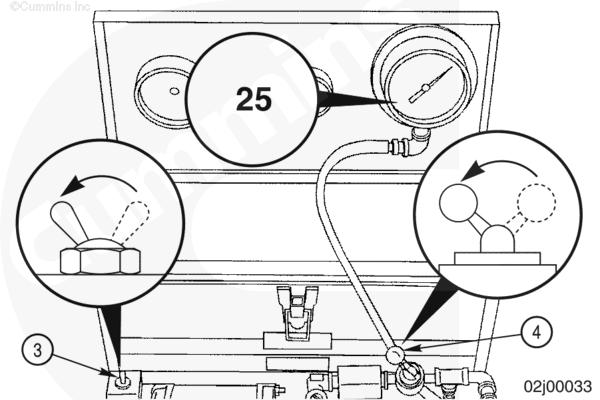
用秒表测量真空表上的指针从 85% 的大气压力降到 58% 所需的时间。
注 : 在海平面上,58% 的大气压力相当于 58 kPa [17 in-hg]。
如果所用时间不足 3 秒,执行以下操作:
- 用软面槌敲打气门杆,以便座合特定的气门。
- 然后重复测试。
- 如果所用时间仍不足 3 秒,则更换气门、气门导管和气门座镶圈。参考本步骤中的“拆解和组装”部分。
安装
注 : 不要使用带研磨垫的电动工具清洁密封垫表面。
清洁缸体顶部和缸套。参考第 1 节中的步骤 001-026。
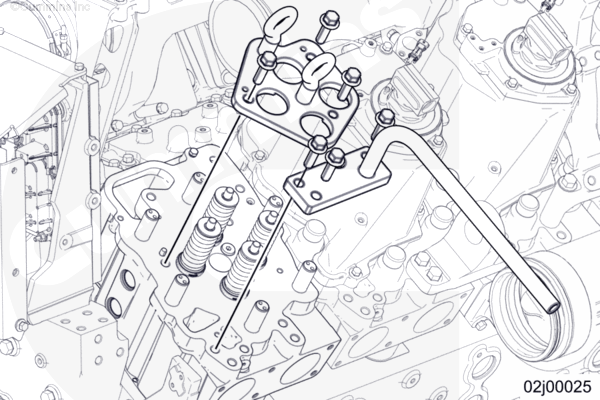
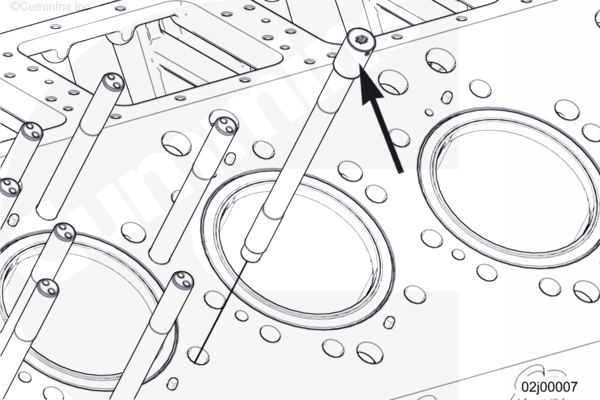
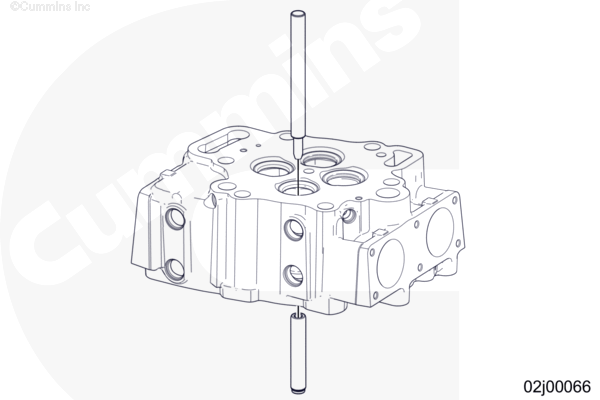
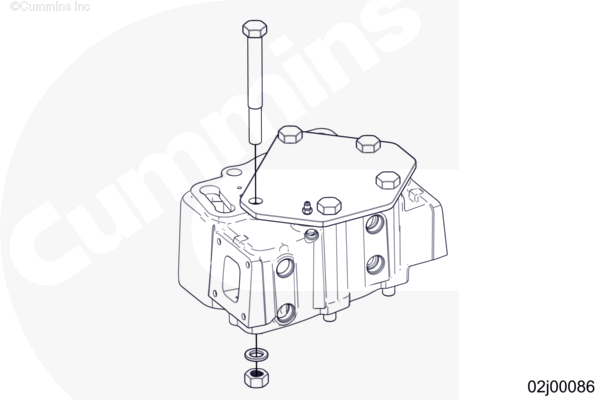
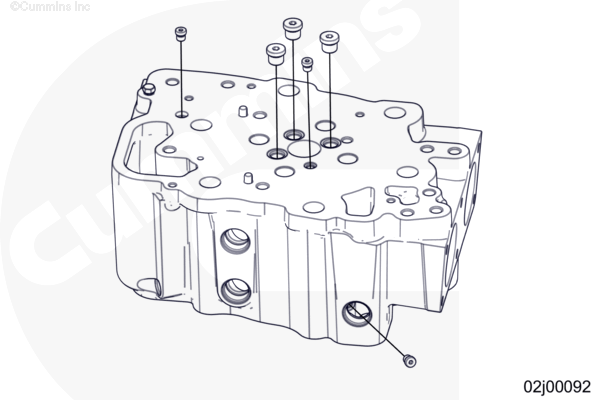
如图所示,呈 180 度安装两个缸盖螺柱。参考第 2 节中的步骤 002-046。
测量缸套突出量。参考第 1 节中的步骤 001-064。
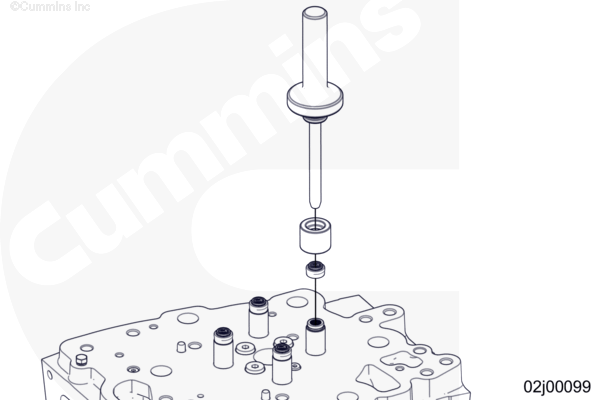
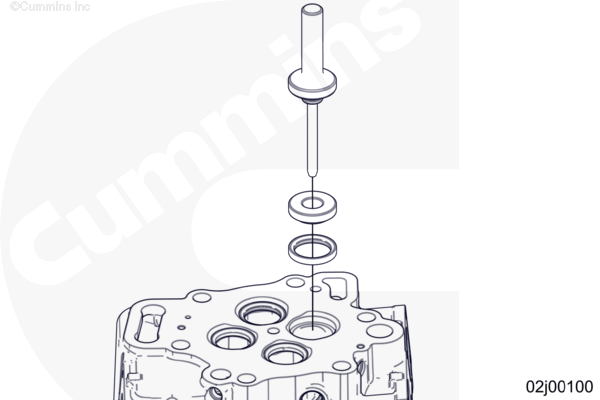
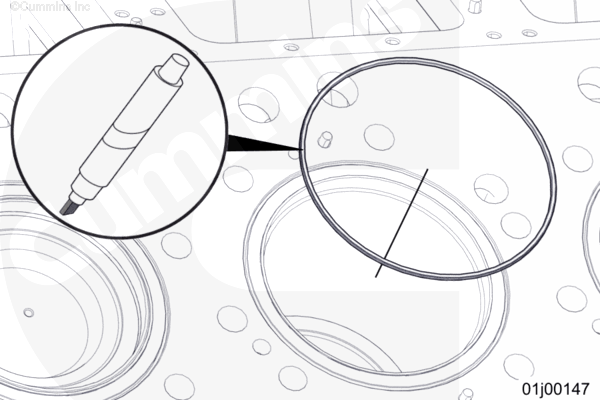
用油漆笔标记上部缸套密封件的顶面。
安装油封。
确认所有油漆标记清晰可见。
安装其余的缸盖螺柱。参考第 2 节中的步骤 002-046。
检查缸体上是否有指示需要加大尺寸缸盖密封垫的标记。如果缸体的缸盖顶面已去除了一些材料,缸体上通常需使用加大尺寸缸盖密封垫。
加大尺寸密封垫的通用标记为 0.016 或 0.030。
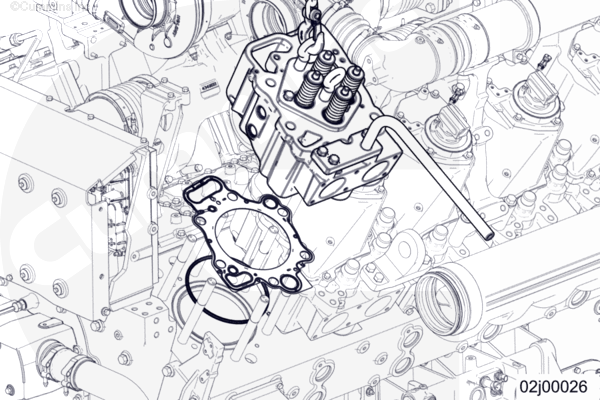
安装新缸盖密封垫。用定位销定位。
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
安装缸盖提升装置(零件号 5298551)。
安装拉手(零件号 5299081)。
注 : 板上的顶部提升点将缸盖保持在正确的角度,以便于安装。
安装缸盖。将缸盖底部的定位销孔与缸体内的定位销对齐。如果顶置提升不可用,使用缸盖提升装置(零件号 5298550)。参考第 22 节中的步骤 022-017。

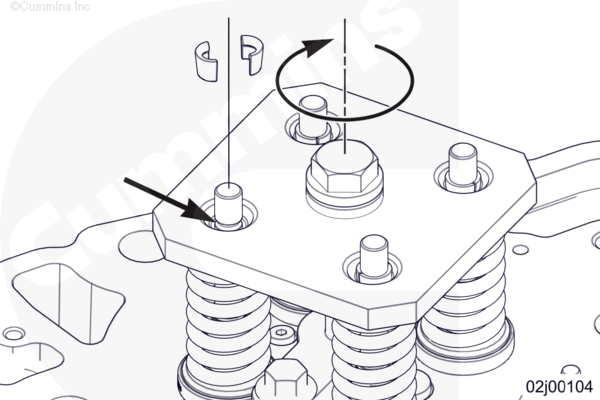
如图所示,安装缸盖螺母。
拧紧缸盖螺母,直至与缸盖接触。
CAUTION
确保液压张紧器桥不与相邻的缸盖接触,否则可能会导致损坏。
将张紧器桥和液压张紧器(零件号 5299810)安装到每个缸盖螺柱上。
定位每个张紧器桥,使:
- 可进入桥上的窗户
- 桥与所安装的缸盖发生最大接触
- 桥不与相邻的缸盖接触
拧紧液压张紧器,直到它们与张紧器桥的顶部接触。
CAUTION
未正确连接液压软管会导致缸盖上的负载不均匀,从而损坏部件并导致缸盖密封垫故障。
将液压软管(零件号 5299812)从每个液压张紧器连接到液压歧管(零件号 5299817)。
将压力表(零件号 5299815)连接到液压泵(零件号 5299814)。
将液压歧管上的液压软管(零件号 5299813)连接到液压泵上的压力表。
轻轻拉动每个液压软管接头,确保其连接正确。
逆时针转动以打开液压泵上的阀门。
拧紧每个液压张紧器,确保其完全缩回。使用杆。
松开每个液压张紧器一圈。
顺时针转动以关闭液压泵上的阀门。
将张紧器加压至 1200 bar [17,405 psi]。
拧紧缸盖螺母。使用杆。
注 : 每个螺母的转动量必须相同。如果螺母的转动量不同于其他螺母,检查液压连接。检查螺母和螺柱是否有灰尘、碎屑或损坏的螺纹。重复安装步骤。
注 : 如果液压泵没有达到压力,打开阀门释放压力。拆下泵上的加油塞,并确保泵内充满 ISO 68 液压油。

缓慢打开泵上的阀门,以释放液压张紧器的压力。
关闭液压泵上的阀门。
将张紧器加压至 1500 bar [21,756 psi]。
拧紧缸盖螺母。使用杆。
注 : 每个螺母的转动量必须相同。如果螺母的转动量不同于其他螺母,检查液压连接。检查螺母和螺柱是否有灰尘、碎屑或损坏的螺纹。重复安装步骤。
注 : 如果液压泵没有达到压力,打开阀门释放压力。拆下泵上的加油塞,并确保泵内充满 ISO 68 液压油。
缓慢打开泵上的阀门,以释放液压张紧器的压力。
拧紧每个液压张紧器,确保其完全缩回。使用杆。
确保每个缸盖螺母都紧固。沿松开方向敲打杆。使用橡胶锤。
如果螺母松动,拆卸所有螺母。重复安装步骤。
在确认每个螺母紧固后,将油漆标记作为视觉指示器。
断开并拆卸所有液压软管、液压张紧器和张紧器桥。
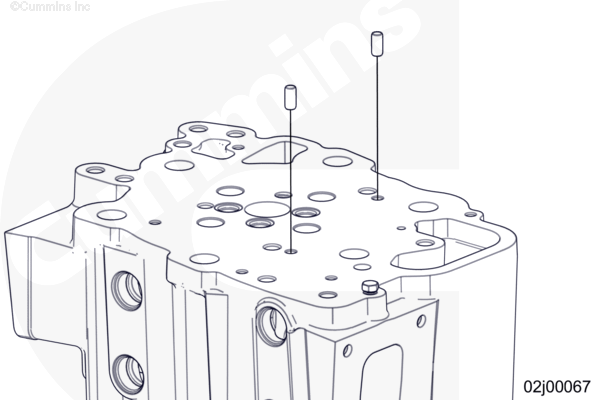
如图所示,在气门室盖外的四个缸盖螺柱上安装保护盖。
最后步骤
WARNING
蓄电池可能有易爆性气体逸出。为降低人身伤害的可能性,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能性,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
CAUTION
燃油系统极易受到污垢和碎屑的影响。必须清洁和覆盖所有连接和端口。即使是非常少量的碎屑也会导致燃油系统故障。
- 如有必要,安装发动机吊耳。参考第 16 节中的步骤 016-001。
- 安装进气歧管。参考第 10 节中的步骤 010-023。
- 安装排气歧管。参考第 11 节中的步骤 011-007。
- 安装排气温度传感器。参考第 19 节中的步骤 019-013。
- 安装冷却液排气管。参考第 8 节中的步骤 008-017。
- 安装喷油器回油管。参考第 6 节中的步骤 006-078。
- 安装推杆。参考第 4 节中的步骤 004-014。
- 安装跨接压板。参考第 3 节中的步骤 003-009。
- 安装摇臂支架。参考第 3 节中的步骤 003-034。
- 调整顶置机构。参考第 3 节中的步骤 003-004。
- 安装喷油器。参考第 6 节中的步骤 006-026。
- 安装气门盖。参考第 3 节中的步骤 003-032。
- 安装喷油器盖板。参考第 3 节中的步骤 003-033。
- 在喷油器盖板上安装排气温度传感器导线。参考第 19 节中的步骤 019-013。
- 在喷油器盖板上安装喷油器导线固定支架。参考第 6 节中的步骤 006-090。
- 安装新的高压喷油器供油管。参考第 6 节中的步骤 006-051。
- 如有必要,安装涡轮增压器支架。参考第 10 节中的步骤 010-048。
- 如果需要,安装排气口连接支架。参考第 11 节中的步骤 011-023。
- 如果需要,安装排气口连接。参考 第 11 节中的步骤 011-017。
- 如果需要,安装排气口温度传感器。参考第 19 节中的步骤 019-554。
- 如有必要,安装涡轮增压器。参考第 10 节中的步骤 010-033。
- 如有必要,安装涡轮增压器回油管。参考第 10 节中的步骤 010-045。
- 如果需要,安装涡轮增压器涡轮出口波纹管。参考第 11 节中的步骤 011-116。
- 如果需要,安装涡轮增压器冷却液歧管。参考第 10 节中的步骤 010-174。
- 如果需要,安装涡轮增压器油管支架。参考第 10 节中的步骤 010-175。
- 如果需要,安装涡轮增压器供油歧管。参考第 10 节中的步骤 010-176。
- 如果需要,安装涡轮增压器供油软管。参考第 10 节中的步骤 010-046。
- 如果需要,将导线固定支架安装到涡轮增压器支架上。参考第 19 节中的步骤 019-555。
- 安装发动机导线线束。参考第 19 节中的步骤 019-043。
- 将发动机导线线束连接到喷油器、排气口温度传感器和排气温度传感器。
- 如有必要,安装前高温空气输送系统。参考第 10 节中的步骤 010-157。
- 如果需要,安装排气隔热罩。请参阅本手册中的适当程序。
- 如有必要,安装涡轮增压器冷却液软管。参考第 10 节中的步骤 010-041。
- 加注冷却系统。参考第 8 节中的步骤 008-018。
- 安装拆下的设备部件。参考设备制造商维修信息。
- 将供气管连接到空气起动马达上(如果配备)。参考第 12 节中的步骤 012-022。
- 连接蓄电池和电源。参考设备制造商维修信息。
- 运转发动机。检查有无泄漏。
选择维修工具
推荐的 Cummins® 维修工具
- 不需要使用 Cummins® 维修工具。
其他维修物品
- 无需任何其他维修物品。
泄漏测试
WARNING
使用蒸汽清洗器或高压水时,应戴上安全眼镜或防护面罩,穿上防护服,以免造成人身伤害。
清洁发动机外部。使用蒸汽或高压水。

以低怠速运转发动机。
检查缸盖与缸体之间是否泄漏机油或冷却液。

聆听缸盖和缸体之间是否发出啁啾声。
发动机在加速时出现啁啾声通常表明燃烧室泄漏。
如果发现泄漏,更换缸盖密封垫。参考第 2 节中的步骤 002-004。

分解图

LARGE
缸盖螺柱分解图
|
- 缸盖双头螺柱
选择维修工具
推荐的 Cummins® 维修工具
- 螺柱拆装器(零件号 5299100)
- 螺钉长度尺(零件号 5299234)
其他维修物品
- 无需任何其他维修物品。
概述
缸盖使用抗断裂螺柱安装在发动机上。
本步骤中处理的所有部件的重量均小于 23 kg [50 lb]。
拆卸
拆卸缸盖螺柱。使用螺柱拆装器(零件号 5299100)。
清洁并检查能否继续使用
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造成人身伤害。
CAUTION
防止损坏缸盖螺柱。发动机运转时,螺柱体中的裂痕可能会导致出现造成螺柱故障的应力区。
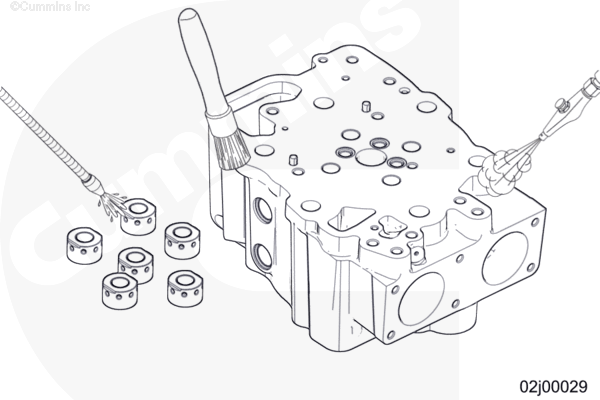
清洁缸盖螺柱。使用溶剂和软毛刷。用压缩空气吹干。

检查缸盖螺柱。
如果出现以下情况,更换螺柱:
- 生锈
- 腐蚀
- 穴蚀
- 划痕
- 其他损坏
使用螺钉长度尺(零件号 5299234)测量螺柱的自由长度。
将螺柱放在长度尺中,一端靠在槽的底座上。
如果出现以下情况,更换螺柱:
- 螺柱末端接触长度尺的支脚

安装
安装缸盖螺柱。使用螺柱拆装器(零件号 5299100)。