康明斯ISX和QSX15柴油发动机、柴油发电机组、工程机械动力系统维修手册之活塞、活塞环、活塞冷却喷嘴拆卸与组装的技术规格与标准的维修数据测量
概述
一些 Signature™、ISX 和 QSX15 发动机配备了铰接式活塞。
铰接式活塞为两件式活塞,包括一个锻钢活塞冠和一个铝制活塞裙。
活塞冠的下部有一开室油道,使活塞与机油接触面积更大,从而提供更好冷却效果。活塞冷却喷嘴定位严格以从混合器盘中获取机油。

一些发动机配备单件式活塞。
单件式活塞是指一个整体活塞,没有衬套,由高强度合金钢锻造而成。
一个不可拆卸盖板位于活塞底侧,以收集机油和冷却活塞。
任何情况下不要拆卸此盖板。
注 : 有两种版本的单件式活塞;开裙设计和闭裙设计。这两种活塞设计不能在同一发动机内混用和匹配。

CAUTION
在一个指定发动机上的所有活塞,其设计都必须是相同的。所有活塞均为铰接式设计、单件式开裙设计或单件式闭裙设计。不要在同一发动机上混用不同的活塞设计。单件式活塞的连杆和连杆轴承必须带有钻孔。铰接式活塞的连杆和连杆轴承可带也可不带钻孔。
准备步骤
从发动机上拆卸活塞和连杆总成。参考第 1 节中的步骤 001-054。
解体活塞与连杆总成。参考第 1 节中的步骤 001-054。

清洁并检查能否继续使用
铰接式活塞
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
CAUTION
为减少损坏活塞冠的可能性,清洗溶液必须适用于衬套材料。如有必要,使用软的非金属刷清洁活塞冠。金属刷会损坏活塞环槽。
只必须去除积碳。没有必要使活塞冠清洁如新。

CAUTION
当使用胡桃壳喷丸清洁活塞冠时,使用最小推荐压力,勿集中风力于某一区域时间过长。确保销孔区域受到保护,以免风力损坏表面抛光。不要使用胡桃壳喷丸清洁铝制活塞裙。
不要使用玻璃或塑料珠介质清洁活塞冠。
将活塞冠浸泡于适用的溶液或使用胡桃壳介质去除积碳。
将钢制活塞浸泡于适用于钢和衬套材料的清洗溶液中至少 30 分钟。用热肥皂水和非金属刷去除积碳。
将活塞浸泡几个小时或一整夜可得到最佳效果。

WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
CAUTION
如有必要,使用软的非金属刷清洁活塞冠。金属刷会损坏表面抛光。不要使用玻璃、塑料或胡桃壳介质清洁铝制活塞裙。这会损坏活塞销表面抛光或使活塞环无法正确座入活塞环槽中。
将铝制活塞浸在装有对铝适用的清洗溶剂的容器中至少 30 分钟。用热肥皂水和非金属刷去除积碳。过多研磨剂会损坏表面抛光。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造成人身伤害。
WARNING
使用蒸汽清洗器时,必须穿上防护服,戴上安全眼镜或面罩。热蒸汽可能会造成严重的人身伤害。
用蒸汽清洁活塞。
用压缩空气吹干。

单件式活塞
CAUTION
任何情况下,不要拆卸位于单件式活塞底部的平机油盖板。
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
CAUTION
为减少损坏活塞的可能性,清洗溶液必须适用于衬套材料。如有必要,使用软的非金属刷清洁活塞。金属刷会损坏活塞环槽。
只必须去除积碳。没有必要使活塞冠清洁如新。
CAUTION
当使用胡桃壳喷丸清洁活塞时,使用最小推荐压力,勿集中风力于某一区域时间过长。确保销孔区域受到保护,以免风力损坏表面抛光。
不要使用玻璃或塑料珠介质清洁活塞冠。
将活塞浸泡于适用的溶液或使用胡桃壳介质去除积碳。
将钢制活塞浸泡于适用于钢和衬套材料的清洗溶液中至少 30 分钟。用热肥皂水和非金属刷去除积碳。
将活塞浸泡几个小时或一整夜可得到最佳效果。
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
CAUTION
如有必要,使用软的非金属刷清洁活塞。金属刷会损坏表面抛光。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和污垢会造成人身伤害。
WARNING
使用蒸汽清洗器时,必须穿上防护服,戴上安全眼镜或面罩。热蒸汽可能会造成严重的人身伤害。
用蒸汽清洁活塞。
用压缩空气吹干。
确保没有胡桃壳喷丸介质残留在机油盖板和活塞之间。
CAUTION
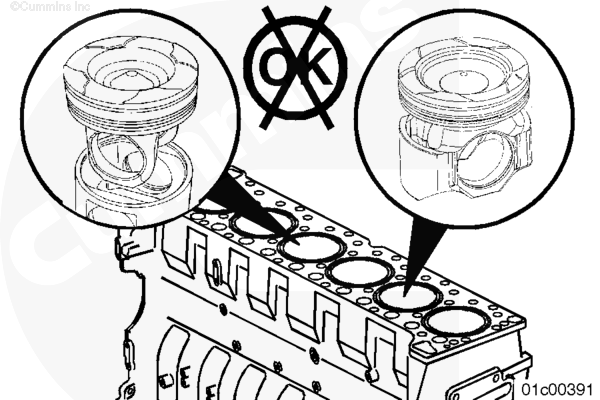
不要使用有裂纹的活塞。如果活塞冠有裂纹,必须更换。不更换损坏的活塞,将导致严重的发动机损坏。
检查活塞碗有无裂纹或损坏。
检查活塞销孔有无裂纹、刮伤、擦伤、凹痕或其它损坏。
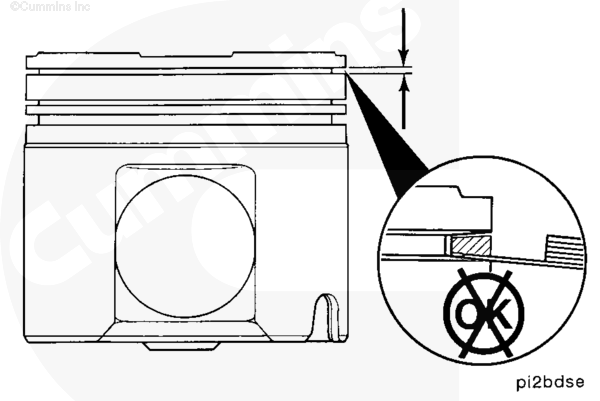
检查活塞第二环槽有无擦伤。参考《单件式开裙活塞继续使用指南》(维修公告号 4021925)。

CAUTION
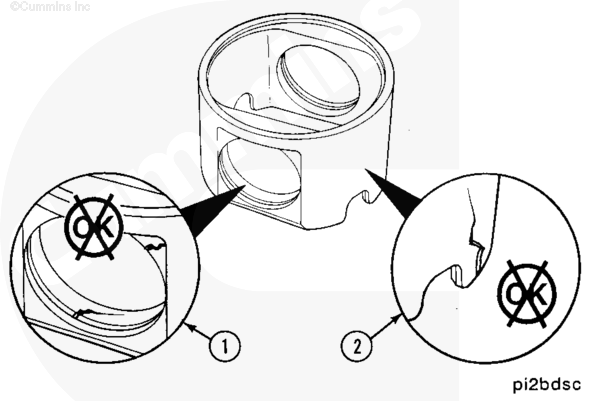
不要使用有裂纹的活塞。如果活塞裙有裂纹,必须更换。不更换损坏的活塞,将导致严重的发动机损坏。
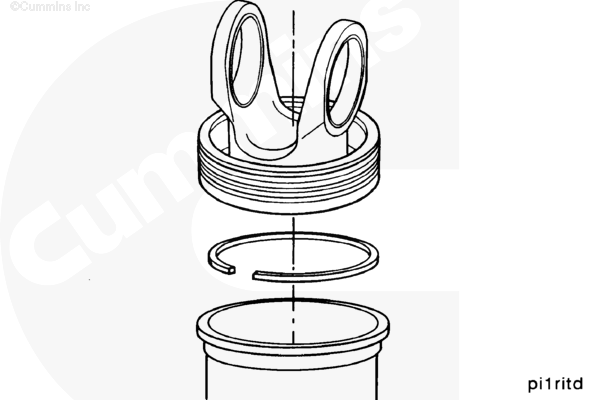
检查活塞裙销孔(1)和侧面(2)有无裂纹或损坏。
同时检查活塞裙有无划痕。一般而言,如果能用指甲感觉到划痕,不能继续使用活塞裙。如果需要附加信息,请参考《Signature™、ISX 和 QSX15 发动机铰接式活塞裙继续使用指南》(维修公告号 4021468)。
CAUTION
不要使用活塞冷却油道板松动、断裂或缺失的活塞。不更换活塞可导致发动机严重损坏。
检查活塞冷却油道盖板有无松动、断裂或缺失的板。对新旧活塞执行此检查。

必须使用新的活塞环和塞尺检查活塞环槽。
将新活塞环放入环槽中,使其与活塞的外径平齐。安装一个 0.15 mm [0.006-in] 的塞尺。如果塞尺可以毫无阻力地插入环槽中,则说明磨损严重。更换活塞。
测量铰接式活塞的活塞冠和活塞裙上的活塞销孔内径。
| 铰接式活塞销孔内径(冠部) | ||
| mm | in | |
| 63.56 | 最小 | 2.502 |
| 63.58 | 最大 | 2.503 |
| 铰接式活塞销孔内径(裙部) | ||
| mm | in | |
| 63.513 | 最小 | 2.5005 |
| 63.525 | 最大 | 2.5010 |
活塞销孔内径数据不是确定单件式活塞能否继续使用的标准测量值。

检查活塞销有无划痕、凹槽或其他损坏。如果目视不可接受,不要继续使用。
测量活塞销外径。铰接式活塞和单件式活塞的活塞销外径相同。
| 活塞销外径 | ||
| mm | in | |
| 63.4670 | 最小 | 2.4987 |
| 63.4999 | 最大 | 2.5000 |
测量活塞销长度。单件式活塞销比铰接式活塞销短。
| 铰接式活塞销长度 | ||
| mm | in | |
| 109.5 | 最小 | 4.311 |
| 110.0 | 最大 | 4.331 |
| 单件式活塞销长度 | ||
| mm | in | |
| 84.6 | 最小 | 3.331 |
| 85.1 | 最大 | 3.350 |

最后步骤
注 : 所有发动机在重装后或涉及到更换一个或多个活塞环组、缸套或活塞的维修后,必须进行磨合。有关相应的磨合步骤,请参考第 14 节“发动机测试”。
注 : 有关通用磨合测试概述,请使用以下步骤。参考第 F 节中的步骤 014-999。
注 : 如果因排气门、进气门、活塞损坏或其它产生碎屑的故障,要更换活塞,采用以下步骤。参考《避免发动机产生机械问题后涡轮增压器损坏》(维修公告号 4326040)
组装活塞和连杆。参考第 1 节中的步骤 001-054。
安装活塞和连杆总成。参考第 1 节中的步骤 001-054。
如果有故障造成冷却液、机油、过多燃油或过多黑烟进入排气系统,则必须检查后处理系统。参考第 14 节中的步骤 014-013。
准备步骤
WARNING
为了减小人身伤害的可能性,应避免皮肤直接接触热机油。
WARNING
美国的一些州和联邦机构已经认定使用过的机油有致癌作用,而且能造成生殖疾病。应避免吸入机油蒸汽、误吞以及长时间接触用过的机油。如果不再继续使用,应按照当地环保法规进行处理。
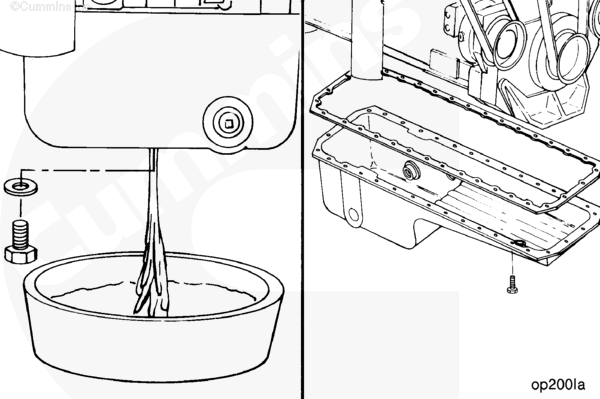
排放机油。参考步骤 007-037。
拆下油底壳。参考步骤 007-025。
拆下机油吸油管。参考步骤 007-035。
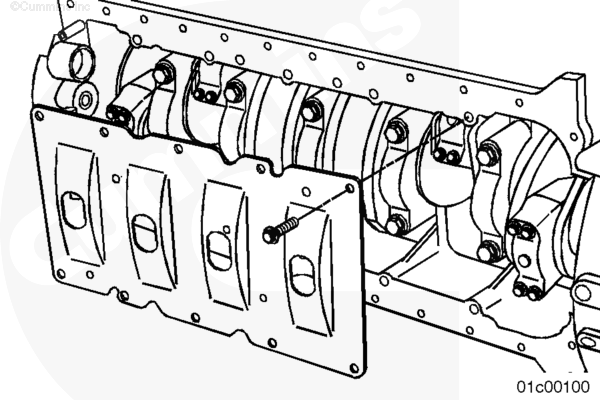
拆下缸体加强板。参考步骤 001-089。
拆卸
CAUTION
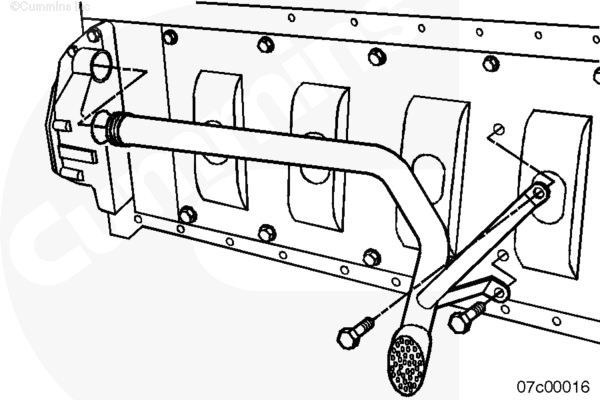
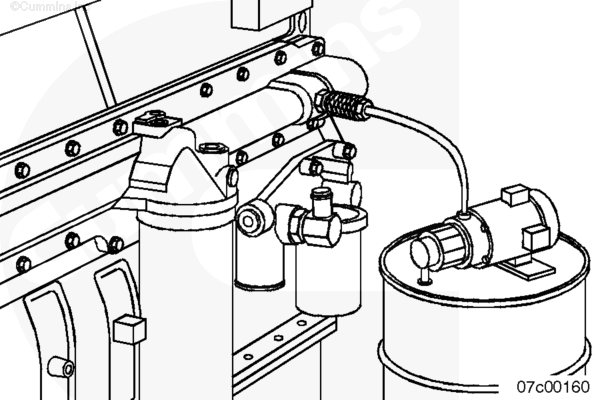
拆卸过程中不要将活塞冷却喷嘴掉落或操作不当,否则可能损坏活塞冷却喷嘴。如果活塞冷却喷嘴受损,可能造成发动机损坏。
必须转动曲轴,以便拆下所有喷嘴。
拆下活塞冷却喷嘴螺钉和喷嘴。
注 : 根据发动机的额定值,有不同形式的活塞冷却喷嘴。每个活塞冷却喷嘴具有不同的喷雾模式,只能通过零件号识别。不能再通过颜色识别。记录发动机原来所使用的活塞冷却喷嘴的零件号。用相同零件号或 QSOL 上列出的替代零件号更换活塞冷却喷嘴。
安装
CAUTION
确保喷嘴正确对准。如果支柱不在缸套外侧,则可能损坏活塞冷却喷嘴。
CAUTION
确保用与已拆下的喷嘴相同零件号或替代零件号的喷嘴更换。
必须转动曲轴,以便安装所有喷嘴。
安装喷嘴、垫圈和螺栓。
拧紧螺钉。

最后步骤
安装缸体加强板。参考步骤 001-089。
安装机油吸油管。参考步骤 007-035。
安装机油吸油管。参考步骤 007-035。
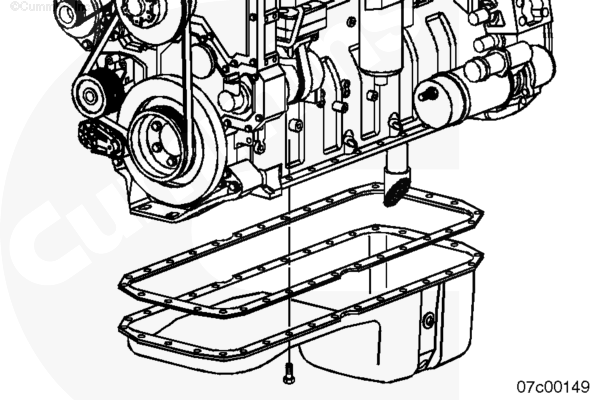
加注润滑系统。参考步骤 007-037。
用清洁的机油注满发动机。参考步骤 007-037。

运转发动机至正常工作温度,检查是否泄漏机油。

拆卸
铰接式活塞
拆下活塞环。
如果需要,在活塞环上作标签,在标签上记录活塞所属的缸号以备以后使用。
单件式活塞
CAUTION
在单件式活塞中,勿过度扩张中间环。
使用万用活塞环扩张器从单件式活塞中拆下中间环。
如果需要,在活塞环上作标签,在标签上记录活塞所属的缸号以备以后使用。
测量
铰接式活塞
检查活塞环间隙时,将活塞环安装于缸套内活塞环回转区域之下。
使用活塞顶部将活塞环正确的装入缸套内。
使用塞尺检查活塞环间隙。
| 铰接式活塞环开口间隙 | |||
| mm | in | ||
| 顶环 | 0.33 | 最小 | 0.013 |
| 0.53 | 最大 | 0.021 | |
| 第二 | 1.87 | 最小 | 0.074 |
| 2.13 | 最大 | 0.084 | |
| 机油 | 0.21 | 最小 | 0.008 |
| 0.51 | 最大 | 0.020 | |
单件式活塞
检查活塞环间隙时,将活塞环安装于缸套内活塞环回转区域之下。
使用活塞顶部将活塞环正确的装入缸套内。
使用塞尺检查活塞环间隙。
| 单件式活塞环开口间隙 | |||
| mm | in | ||
| 顶环 | 0.33 | 最小 | 0.013 |
| 0.53 | 最大 | 0.021 | |
| 发动机序列号 79383594 之前组装的第二代(全突击铬环)发动机 | 0.97 | 最小 | 0.038 |
| 1.23 | 最大 | 0.048 | |
| 发动机序列号 79383594 之后组装的第二代(半嵌入环)发动机 | 1.87 | 最小 | 0.074 |
| 2.13 | 最大 | 0.084 | |
| 机油 | 0.21 | 最小 | 0.008 |
| 0.51 | 最大 | 0.020 | |
安装
铰接式活塞
CAUTION
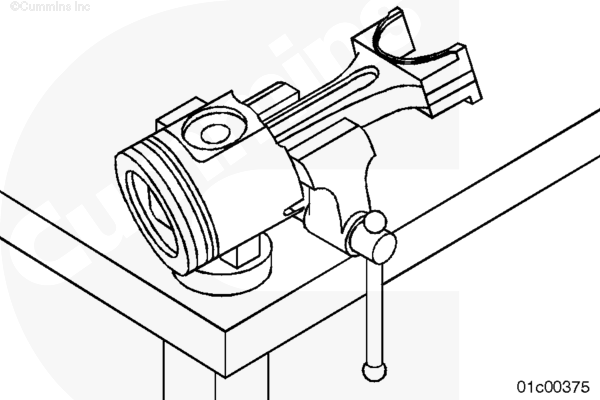
使用台钳安装连杆时,要用铜或铝的台钳保护垫保护连杆免受损坏。
每个活塞环的开口都不得与活塞销或任何其他活塞环的开口对齐。 如果活塞环的开口定位不正确,活塞环就不能正确密封。
安装活塞环时,将连杆放在台钳上使总成保持在水平位置。
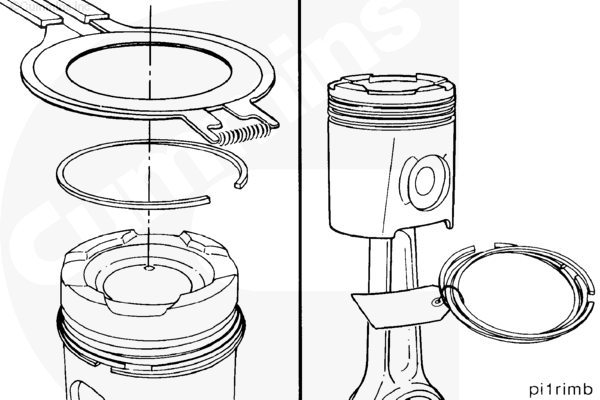
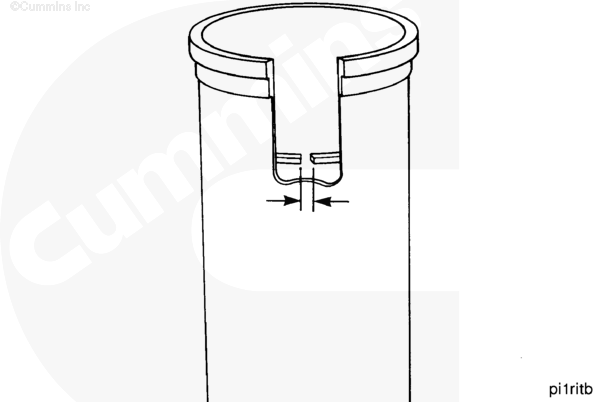
图示为控油环的截面图。
安装这种两件式控油环时,必须使胀环的开口与控油环的开口成 180 度。不要重叠衬环的两端。

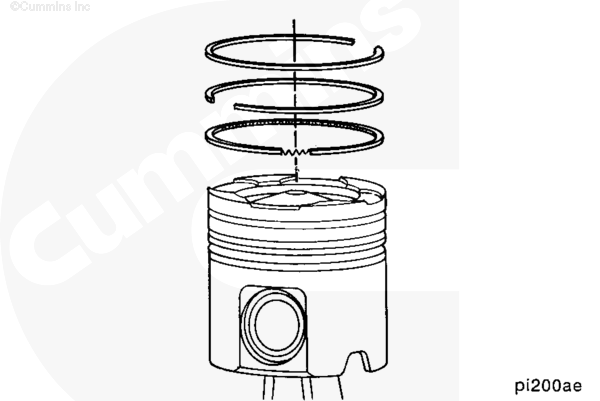
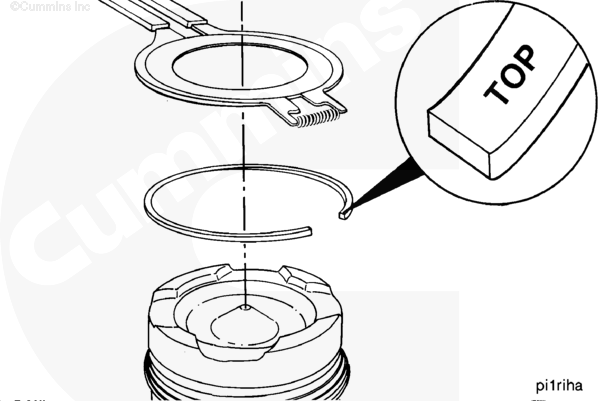
安装活塞环时,“TOP”标记应朝向活塞顶部。
为确保正确安装,活塞环上标记了顶部方向。
控油环为对称设计,可以安装在两者中任一方向。
为在安装活塞环压缩器时使活塞环处于环槽内,必须水平放置活塞以安装活塞环。
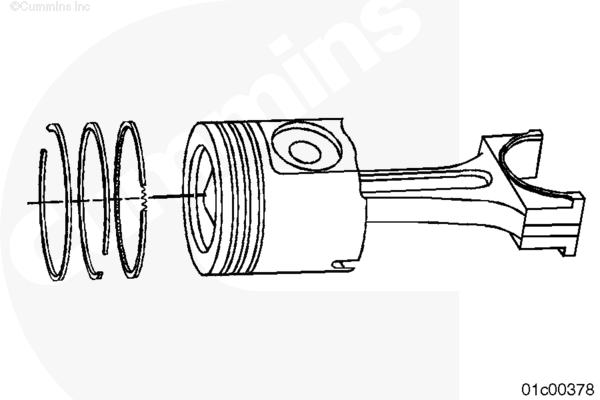
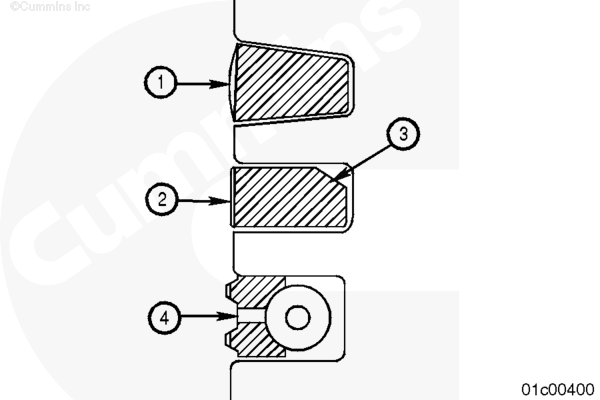
铰接式活塞的顶环(1)为楔形环,不能有扭曲或切槽。
中间环(2)是正扭曲结构,在顶侧有切槽(3),并具有两度的锥面。
控油环 (4) 是底部活塞环。

按图示旋转并调整活塞环的开口位置。
每个活塞环的开口都不得与活塞销或其它活塞环的开口对齐。如果活塞环的开口定位不正确,活塞环就不能正确密封。
单件式活塞
CAUTION
使用台钳安装连杆时,要用铜或铝的台钳保护垫保护连杆免受损坏。
每个活塞环的开口都不得与活塞销或任何其他活塞环的开口对齐。 如果活塞环的开口定位不正确,活塞环就不能正确密封。
安装活塞环时,使用台钳安装连杆使总成保持在水平位置。
图示为控油环的截面图。
安装这种两件式控油环时,必须使胀环的开口与控油环的开口成 180 度。不要重叠衬环的两端。
安装活塞环时,“TOP”标记应朝向活塞顶部。
为确保正确安装,活塞环上标记了顶部方向。
控油环为对称设计,可以安装在两者中任一方向。
安装单件式活塞时,使用万用活塞环扩张器将中间环安装到活塞中。
为在安装活塞环压缩器时使活塞环处于环槽内,必须水平放置活塞以安装活塞环。
除中间环外,单件式活塞环组件与铰接式活塞环组件类似。中间环在内径上部有一带切角(3)的矩形横截面(2)以产生正扭曲。该设计改进了活塞环组件的水密性。
控油环 (4) 是底部活塞环。
按图示旋转并调整活塞环的开口位置。
每个活塞环的开口都不得与活塞销或其它活塞环的开口对齐。如果活塞环的开口定位不正确,活塞环就不能正确密封。
注 : 所有发动机在重装或进行了涉及到更换一个或多个活塞环组、气缸套或活塞的维修后,必须进行磨合。有关对应磨合步骤,请参考第 14 节 - 发动机测试。
注 : 有关通用磨合测试概述,请使用以下步骤。参考第 F 节中的步骤 014-999。
注 : 在安装新活塞及旧缸套时,在开始工作的前几个小时内可能会经历窜气量超过平均值的情况。在发动机工作几个小时后,如果依然发现窜气过量,请参考 TS 节内的“曲轴箱气体(窜气)过量”故障诊断症状树。
如果有故障造成冷却液、机油、过多燃油或过多黑烟进入排气系统,则必须检查后处理系统。参考第 14 节中的步骤 014-013。