 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(简)
中文(简) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
卡特CATC15和C18发动机涡轮增压器
C15和C18发动机涡轮增压器
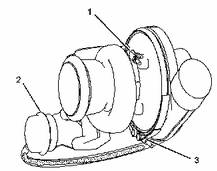
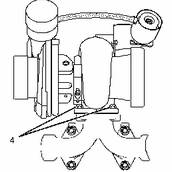
表1262-2944涡轮增压器总成和262-1078涡轮增压器总成的技术规格项目数量零件技术规格说明119N-2038涡轮卡箍组件按照以下步骤拧紧涡轮卡箍组件:
1.拧紧至扭矩为
18.1N·m(160.2lbin)。
2.松开至
5.6N·m(49.6lbin)。
3.再次拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。2--废气旁通阀的开启压力为
179.3±3.5kPa(26.0±0.5psi)。3-268-2960卡箍组件拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。442N-2765耐高温螺栓组装前,向螺纹上涂覆LoctiteC5A铜防咬合剂。拧紧至扭矩为
55±5N·m(41±4lbft)。
262-1080涡轮增压器总成和245-8474涡轮增压器总成的技术规格项目数量零件技术规格说明119N-2038涡轮卡箍组件按照以下步骤拧紧涡轮卡箍组件:
1.拧紧至扭矩为
18.1N·m(160.2lbin)。
2.松开至
5.6N·m(49.6lbin)。
3.再次拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。2--废气旁通阀的开启压力为
179.3±3.5kPa(26.0±0.5psi)。3-268-2960卡箍组件拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)44375-2467法兰锁紧螺母组装前,向螺纹上涂覆LoctiteC5A铜防咬合剂。拧紧至扭矩为
70±5N·m(52±4lbft)。
302-7449涡轮增压器总成的技术规格项目数量零件技术规格说明119N-2038涡轮卡箍组件按照以下步骤拧紧涡轮卡箍组件:
1.拧紧至扭矩为
18.1N·m(160.2lbin)。
2.松开至
5.6N·m(49.6lbin)。
3.再次拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。2-268-2960卡箍组件拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。3--废气旁通阀的开启压力为
142.0±6.9kPa(20.6±1.0psi)。442N-2765耐高温螺栓组装前,向螺纹上涂覆LoctiteC5A铜防咬合剂。拧紧至扭矩为
55N·m(41lbft)。
239-5953涡轮增压器总成和260-3601涡轮增压器总成的技术规格项目数量零件技术规格说明119N-2038涡轮卡箍组件按照以下步骤拧紧涡轮卡箍组件:
1.拧紧至扭矩为
18.1N·m(160.2lbin)。
2.松开至1至2圈。
3.再次拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。2--废气旁通阀的开启压力为
142.0±3.5kPa(20.6±0.5psi)。3-7W-2297卡箍组件拧紧至扭矩为
13.5±1.0N·m(119.5±9.0lbin)。44375-2467法兰锁紧螺母组装前,向螺纹上涂覆LoctiteC5A铜防咬合剂。拧紧至扭矩为
70±5N·m(52±4lbft)。
262-1071涡轮增压器总成的技术规格项目数量零件技术规格说明119N-2038涡轮卡箍组件按照以下步骤拧紧涡轮卡箍组件:
1.拧紧至扭矩为
18.1N·m(160.2lbin)。
2.松开至
5.6N·m(49.6lbin)。
3.再次拧紧至扭矩为
13.5±1.2N·m(119.5±10.6lbin)。2--废气旁通阀的开启压力为
182.0±3.5kPa(26.4±0.5psi)。3-7W-2297卡箍组件卡箍组件的扭矩为
13.5±1.2N·m(119.5±10.6lbin)。442N-2765耐高温螺栓组装前,向螺纹上涂覆LoctiteC5A铜防咬合剂。拧紧至扭矩为
55±5N·m(41±4lbft)。
230-7911涡轮增压器总成和233-7492涡轮增压器总成的技术规格项目数量零件技术规格说明119N-2038涡轮卡箍组件按照以下步骤拧紧涡轮卡箍组件:
1.拧紧至扭矩为
18.1N·m(160.2lbin)。
2.松开至
5.6N·m(49.6lbin)。
3.再次拧紧至扭矩为
13.5±1.0N·m(119.5±8.9lbin)。2--废气旁通阀的开启压力为
142.0±3.5kPa(20.6±0.5psi)。3-7W-2297卡箍组件拧紧至扭矩为
13.5±1.0N·m(119.5±8.9lbin)。442N-2766锁紧螺母组装前,向锁紧螺母的螺纹上涂覆LoctiteC5A铜防咬合剂。拧紧至扭矩为
55±5N·m(41±4lbft)。
262-0974涡轮增压器总成的技术规格项目数量零件技术规格说明119N-2038涡轮卡箍组件按照以下步骤拧紧涡轮卡箍组件:
1.拧紧至扭矩为
18.1N·m(160.2lbin)。
2.松开至
5.6N·m(49.6lbin)。
3.再次拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。2--废气旁通阀的开启压力为
142.0±3.5kPa(20.6±0.5psi)。3-7W-2297卡箍组件拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。442N-2765耐高温螺栓组装前,向锁紧螺母的螺纹上涂覆LoctiteC5A铜防咬合剂。拧紧至扭矩为
55±5N·m(41±4lbft)。
262-1052涡轮增压器总成的技术规格项目数量零件技术规格说明119N-2038涡轮卡箍组件按照以下步骤拧紧涡轮卡箍组件:
1.拧紧至扭矩为
18.1N·m(160.2lbin)。
2.松开至
5.6N·m(49.6lbin)。
3.再次拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。2--废气旁通阀的开启压力为
142.0±6.9kPa(20.6±0.5psi)。3-7W-2297卡箍组件拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。442N-2765耐高温螺栓组装前,向锁紧螺母的螺纹上涂覆LoctiteC5A铜防咬合剂。拧紧至扭矩为
55±5N·m(41±4lbft)。
窗体顶端
|
296-7642涡轮增压器总成的技术规格 | |||
|
项目 |
数量 |
零件 |
技术规格说明 |
|
1 |
1 |
9N-2038涡轮卡箍组件 |
按照以下步骤拧紧涡轮卡箍组件: |
|
2 |
- |
- |
废气旁通阀的开启压力为 |
|
3 |
1 |
268-2960卡箍组件 |
拧紧至扭矩为 |
|
4 |
4 |
- |
组装前,向螺纹上涂覆LoctiteC5A铜防咬合剂。 |
271-5732涡轮增压器总成的技术规格项目数量零件技术规格说明119N-2038涡轮卡箍组件按照以下步骤拧紧涡轮卡箍组件:
1.拧紧至扭矩为
18.1N·m(160.2lbin)。
2.松开至
5.6N·m(49.6lbin)。
3.再次拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。2--废气旁通阀的开启压力为
179.3±3.5kPa(26.0±0.5psi)。3-268-2960卡箍组件拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。442N-2766锁紧螺母组装前,向螺纹上涂覆LoctiteC5A铜防咬合剂。拧紧至扭矩为
55±5N·m(41±4lbft)。窗体底端
窗体顶端
窗体底端
窗体顶端
窗体底端
262-2943涡轮增压器总成技术规格项目数量零件技术规格说明119N-2038涡轮卡箍组件按照以下步骤拧紧涡轮卡箍组件:
1.拧紧至扭矩为
18.1N·m(160.2lbin)。
2.松开1到2圈。
3.再次拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。2--废气旁通阀的打开压力是
142.0±3.5kPa20(.6±0.5psi)。3-7W-2297卡箍组件拧紧至扭矩为
13.5±1.0N·m(119.5±9.0lbin)。44375-2467法兰锁紧螺母组装前,将LoctiteC5A铜防咬合剂涂抹到螺纹上。拧紧至扭矩为
70±5N·m(52±4lbft)。
|
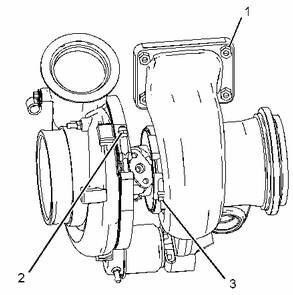
典型实例 |
注:组装前,用4C-5599防粘结剂润滑锁止螺母的螺纹和轴承表面。
(1)锁紧螺母的扭矩...55±5N·m(41±4lbft)
(2)压缩机卡箍组件的扭矩...13.6±1.2N·m(120.4±10.6lbin)
按照以下步骤拧紧涡轮卡箍组件(3):
拧紧涡轮卡箍组件至18.1N·m(160.2lbin)。 松开涡轮卡箍组件至5.6N·m(49.6lbin)。 再次拧紧卡箍组件至扭矩为13.6±1.2N·m(120.4±10.6lbin)。废气旁通阀设定...158.6±3.4kPa(23.0±0.5psi)
230-7911涡轮增压器总成的技术规格项目数量零件技术规格说明119N-2038涡轮卡箍组件按照以下步骤拧紧涡轮卡箍组件:
1.拧紧至扭矩为
18.0±1.6N·m(159.3±14.2lbin)。
2.松开1到2圈。
3.再次拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。2--废气旁通阀的开启压力为
142.0±3.5kPa(20.6±0.5psi)。3-7W-2297卡箍组件拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。442N-2766锁紧螺母在装配前,向锁紧螺母的螺纹上涂覆LoctiteC5A铜防咬合剂。拧紧至扭矩为
70±5N·m(52±4lbft)。
364-4498涡轮增压器总成和364-4501涡轮增压器总成的技术规格项目数量零件技术规格说明11239-5858压缩机卡箍组件拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)21361-7980带夹按照以下步骤拧紧带夹:
1.将卡箍拧紧至扭矩为
18.0±1.6N·m(159.3±14.2lbin)。
2.将卡箍松开一至两圈。
3.再次将卡箍拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。34375-2467法兰锁紧螺母在装配前,使用LoctiteC5A铜防咬合剂润滑螺纹和轴承表面。
拧紧至扭矩为
70±5N·m(52±4lbft)。
注:组装前,用4C-5599防粘结剂润滑锁止螺母的螺纹和轴承表面。
(1)锁紧螺母的扭矩...55±5N·m(41±4lbft)
(2)压缩机卡箍组件的扭矩...13.6±1.2N·m(120.4±10.6lbin)
按照以下步骤拧紧涡轮卡箍组件(3):
拧紧涡轮卡箍组件至18.1N·m(160.2lbin)。 松开涡轮卡箍组件至5.6N·m(49.6lbin)。 再次拧紧卡箍组件至扭矩为13.6±1.2N·m(120.4±10.6lbin)。废气旁通阀设定...165.5±3.4kPa(24.0±0.5psi)
399-8603涡轮增压器总成的技术规格项目数量零件技术规格说明14375-2467法兰锁紧螺母组装前,向螺纹上涂覆LoctiteC5A铜防咬合剂。拧紧至扭矩为
70±5N·m(52±4lbft)。
333-9830涡轮增压器总成的技术规格项目数量零件技术规格说明117W-2297卡箍组件拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)219N-2038涡轮卡箍组件按照以下步骤拧紧带夹:
1.将卡箍拧紧至扭矩为
18.0±1.6N·m(159.3±14.2lbin)。
2.将卡箍松开一至两圈。
3.再次将卡箍拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。34375-2467法兰锁紧螺母在装配前,使用LoctiteC5A铜防咬合剂润滑螺纹和轴承表面。
拧紧至扭矩为
70±5N·m(52±4lbft)。
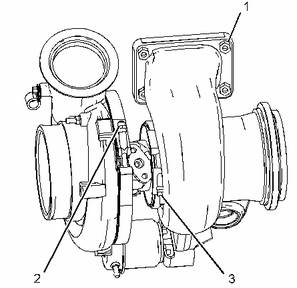
注:组装前,用4C-5599防粘结剂润滑锁止螺母的螺纹和轴承表面。
(1)锁紧螺母的扭矩...55±5N·m(41±4lbft)
(2)压缩机卡箍组件的扭矩...13.6±1.2N·m(120.4±10.6lbin)
按照以下步骤拧紧涡轮卡箍组件(3):
拧紧涡轮卡箍组件至18.1N·m(160.2lbin)。 松开涡轮卡箍组件至5.6N·m(49.6lbin)。 再次拧紧卡箍组件至扭矩为13.6±1.2N·m(120.4±10.6lbin)。废气旁通阀设定...125.5±3.4kPa(18.2±0.5psi)
335-5875涡轮增压器总成的技术规格项目数量零件技术规格说明11268-2960卡箍组件拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)219N-2038涡轮卡箍组件按照以下步骤拧紧带夹:
1.将卡箍拧紧至扭矩为
18.1N·m(160.2lbin)。
2.将卡箍松开一至两圈。
3.再次将卡箍拧紧至扭矩为
13.6±1.2N·m(120.4±10.6lbin)。34375-2467法兰锁紧螺母在装配前,使用LoctiteC5A铜防咬合剂润滑螺纹和轴承表面。
拧紧至扭矩为
70±5N·m(52±4lbft)。
发电机组2506C-E15TAG3维修,P1650E发电机组维修,mtu发电机维修,三菱s12R发动机维修,S12R-PTA三菱发电机大修
400-100-8969 15088860848
0574-26871589 15267810868
0574-26886646 15706865167
0574-26871569 18658287286
