 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(简)
中文(简) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
帕金斯柴油发动机曲轴总成的维修安装标准技术参数3012
帕金斯柴油发动机曲轴总成的标准技术参数3012
General description
一般描述
The crankshaft is made from a forging of chromium
曲轴是用铬合金锻造的
molybdenum steel. It is nitrided on all surfaces except
钼钢。这是所有表面除氮化
the tapped holes, the hole for the dowel and the end
的螺纹孔,用于定位和端孔
faces at the front and the rear. The correct balance is
前方和后方的面孔。正确的平衡是
obtained when the crankshaft is machined, and there
在曲轴加工时得到的
is no requirement for further compensation when
无需进一步补偿的要求
assembled.
组装。
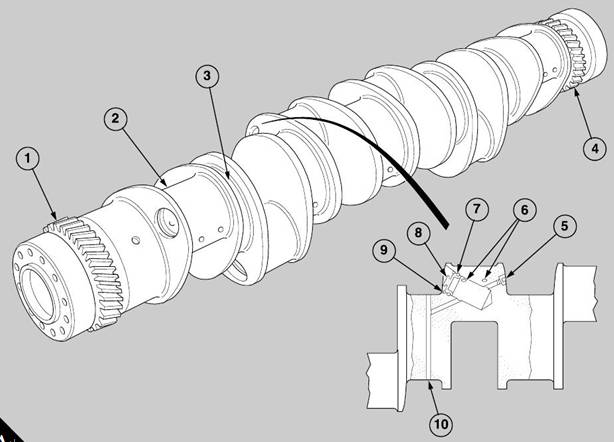
The 13 bearing s urfaces consist of seven main
13轴承有主要包括七
journals and six crank pins. Each crank pin holds two
期刊和六个曲柄销。每个曲柄销有2个
connecting rods.
连接杆。
The crankshafts of engines manufactured up to build
Perkins3012发动机曲轴制造的建立
number 970209 have an oil reservoir in each crank
号970209在每个曲柄有一个油气藏
pin. Access to clean each reservoir is provided by a
销。每一个水库的清洁通道由一个
steel plug (A8) which is retained by a s pring clip (A9).
钢塞(A8)是由一个弹簧夹保留(A9)。
The crankshafts of engines from build number
从建号Perkins3012发动机曲轴
970209 have an arrangement of passages which
970209有一个通道的安排
removes the requirement for oil reservoirs.
消除对油气藏的要求。
A helical gear (A1) with 45 teeth is machined around
斜齿轮(A1)45齿加工在
the front end of the crankshaft. The gear drives the
曲轴的前端。齿轮传动
lubricating oil pump through an idler gear. The face at
润滑油泵通过一个中间齿轮。面对
the front end is drilled and tapped for 12 equally
前端被钻,并为12个相同的抽头
spaced bolts, which retain the vis cous damper and
间隔螺栓,保持粘性阻尼器
the multiple groove pulley for the fan drive belts.
风扇传动带的多槽皮带轮。
The main bearings have steel backs with bearing
主轴承有轴承钢背
surfaces of lead bronze. The bearing surfaces have
铅青铜表面。轴承表面有
a fine top lay er of lead indium.
一个精细的铅铟铟。
The upper half of each bearing has a central groove
每个轴承上一半有一个中央沟
for oil around the inner surface. A hole is drilled in the
内表面的油。钻了一个洞
centre of the groove and is aligned with a hole in the
槽的中心,并与孔在
crankcase which supplies the oil.
提供机油的曲轴箱。
The lower halves of the bearings do not have
轴承的下半部没有
grooves.
槽。
One end of each half bearing has a location tag which
每个一半的一端有一个位置标记
is pressed away from one edge. The tags fit in
被压离一边。标签适合于
recesses which are machined in the crankcase and in
凹槽,在曲轴箱和加工
the bearing caps.
轴承盖。
The thrust washers have steel backs with faces of
止推垫圈有钢背的
lead bronze. They are made in two halves which are
铅青铜。他们是在两半,这是
interchangeable. Each half has a location tag at one
可互换。每个一半有一个位置标记在一个
end. The upper halves are fitted in recesses which
结束。上半场被安装在凹槽中
are machined in the crankcase on each side of the
被加工在曲轴箱的每一边
central main journal; the lower halves are fitted in
中央的主要杂志;在下半部
recesses which are machined in the bearing cap.
凹槽,在轴承盖加工。
Lubricating oil is supplied from the central main
润滑油是从中央主供应的
bearing across the face of each washer, in which
在每一个洗衣机的脸上,在
grooves are machined to assist the flow of oil.
槽的加工,以协助流动的石油。
Crankshaft
曲轴
To remove
删除
1 Fit the engine in the build stand, operation 16-1.
1安装Perkins3012发动机在建站,运行16-1。
2 Remove the fan adaptor and the front mountings,
2拆下风扇接头和前支架,
operation 21-10.
操作21-10。
3 Remove the flywheel and the flywheel housing,
3拆下飞轮和飞轮壳,
operation 22-4.
操作中可以看到。
4 Remove the timing case and the timing gears,
4拆下定时和定时齿轮,
operation 15-5.
运行5。
5 Remove the lubricating oil sump, operation 19-1 or,
5拆下油池润滑,运行19-1或,
for new engines, operation 19-5.
新的引擎,运行19-5。
6 For early engines, remove the sump adaptor,
6为早期的Perkins3012发动机,拆卸油底壳适配器,
operation 19-3.
操作19-3。
7 Remove the lubricating oil pump, operation 19-7.
7去除润滑油泵,手术197。
8 Turn the crankshaft until one of the pistons of ’A’
8把曲轴拐到一个'一个'
bank is at the bottom of its stroke and remove the four
银行是在它的底部,并删除四
nuts of the big end bearing. Withdraw the bearing cap
大端轴承螺母。取下轴承盖
with the bearing. Fit the guide pin, 21825 843, on to
与轴承。安装导向销,843 21825
one of the bolts of the big end.
大底的一个螺栓。
9 Push the assembly of the piston and the connecting
9推动活塞与连杆的装配
rod into its bore to the end of its stroke. Push carefully
杆成孔,以其行程结束。小心推
to prevent damage to the top of the piston and the
为了防止损坏活塞顶部和
valves.
阀门。
10 Similarly, repeat the operation for the remainder of
10类似的,重复的操作,其余的
the assemblies. Move the guide pin as necessary.
组件。必要时将导针移动。
11 Turn the crankcase for acc ess to the big end
11转ACC ESS的大端曲轴箱
bearings of ’B’ bank. Repeat the operation for the
'乙'银行轴承。重复该操作
assemblies of pistons and connecting rods, as for ’A’
活塞和连杆组件,如“一”
bank.Loosen all the bolts that retain the main bearing
银行:松开主轴承的所有螺栓
caps. Release and remove the side bolts.
帽。松开并拆下侧螺栓。
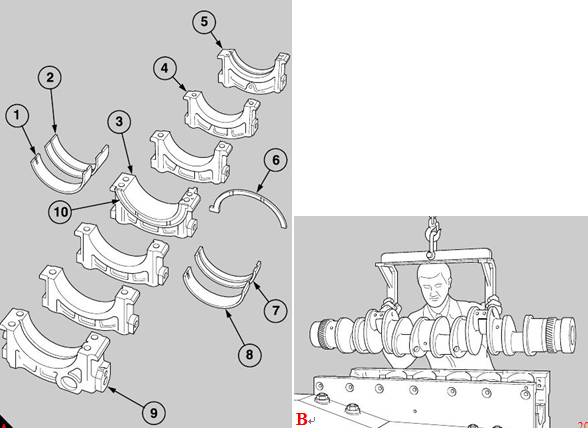
12 Remove the bolts from each main bearing cap and
12从各主轴承盖上拆下螺栓
remov e the caps. If necessary use the slide hammer,
除去瓶盖。如有必要,使用该滑动锤,
21825 849, with the remover tool, 21825 858, to
849 21825,用卸妆工具,858 21825,到
withdraw each main bearing cap (A3,4,5,9) and its
提取各主轴承盖(a3,4,5,9)及其
lower half bearing (A1,8). When the central main
下半轴承(a1,8)。当中央主
bearing cap (A3) is removed, remove also the lower
轴承盖(A3)被删除,删除也较低
halves of the thrust washers (A10).
一半的推力垫圈(A10)。
13 Slide the upper halves of the thrust washers (A6)
13滑动的止推垫圈上半部(A6)
from their recesses around the central main journal.
从凹槽围绕中央的主要期刊。
Use the lift adaptor VP 666 to lift the crankshaft from
使用电梯适配器副总裁666提高曲轴从
the crankcase and put it on wooden vee blocks.
曲轴箱放在木制的V型块。
Remove the upper halves of the main bearings (A2,7)
拆下主轴承上瓦(a2,7)
from the crankcase and also the upper halv es of the
从曲轴箱和也的上的ES
thrust washers.
止推垫圈。
To fit
适合
1 Check for dirt and debris in the passages for the
1检查通道内的污垢和碎片
engine lubricating oil of the crankcase, and also of the
Perkins3012发动机润滑油的曲轴箱,以及
front and the rear main bearing caps (A5,9). Clean
前、后主轴承盖(a5,9)。清洁
thoroughly the bearing housings and the bearing
彻底的轴承座和轴承
caps, and also the main journals and the crank pins of
帽,以及主要期刊和曲柄销
the crankshaft.
曲轴。
2 Check also for dirt and debris in the passages of the
2检查在通道中的污垢和碎片
connecting rods and clean thoroughly the bearing
连接杆和清洁轴承
surfaces of the big ends.
大的末端表面。
3 Ensure that the half bearings and the thrust
3确保半轴承和推力
washers for the main journals of the crankshaft are
曲轴主要期刊的垫圈
absolutely clean, and fit the upper half bearings into
绝对干净,并配合上半轴承
their housings in the crankcase. Give a full
他们的外壳在曲轴箱。充分
application of clean engine lubricating oil to all of the
洁净Perkins3012发动机润滑油在所有的应用
bearing surfaces.
轴承表面。
4 Also, apply clean engine lubricating oil to lubricate
4、应用清洁Perkins3012发动机润滑油润滑
fully the main journals of the crankshaft. Use the lifting
曲轴的主要期刊。使用升降
beam VP 666 to lower the crankshaft into the
梁副总裁666降低曲轴到
crankcase (B). Ensure that the 16 tapped holes in the
曲轴箱(乙)。确保16个孔在
end face of the c rankshaft are furthest from the build
该曲轴端面远的建立
stand, and are at the end of the crankcase to which
站,并在曲轴箱的末端
the timing case is fitted.
安装时的情况。
5 Apply engine lubricating oil to the upper halves of
5将Perkins3012发动机润滑油应用于上半部
the thrust washers and insert them into their recesses
止推垫圈和插入的凹槽
on each side of the central main bearing. Ensure that
在中央主轴承的每一面。确保
the face of lead bronze on each washer is toward the
每一个洗衣机上的铅青铜都是朝着
crankshaft web.
曲轴网。
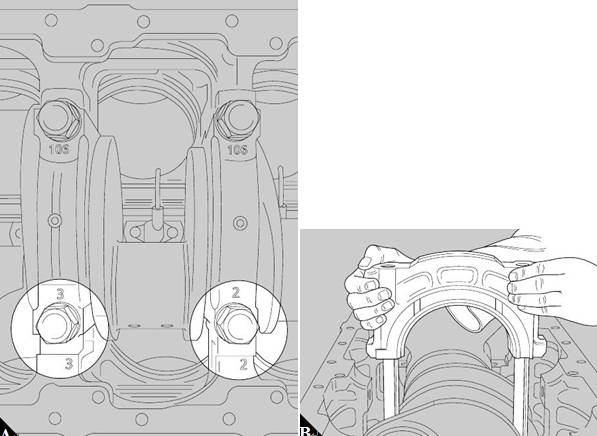
6 Fit the lower halves of the main bearings into the
6将主轴承的下半部配合成
bearing caps and give a full application of clean
轴承盖,并提供一个完整的应用程序的清洁
engine lubricating oil to all of the bearing surfaces. Fit
Perkins3012发动机润滑油对所有轴承表面。适合
all the ass emblies of the bearing caps except the
所有的驴总成轴承盖的外
bearing cap for the central main bearing. Ensure that
主轴承盖轴承盖。确保
the numbers which are stamped on each bearing cap,
每个轴承盖上盖的数字,
to give its relationship, match the numbers which are
给它的关系,匹配的数字是
stamped on the crankcase, as shown (A).
在曲轴箱上加盖,如图所示(一)。
7 Apply a minimum amount of grease to the recesses
7将少量润滑脂的深处
at the sides of the bearing cap for the central main
在中央主轴承盖的两侧
bearing and insert the lower halves of the thrust
轴承和插入的下半部的推力
washers into the recesses. Ensure that the face of
垫圈到深处。确保脸上
lead bronze on each washer is away from the bearing
每个洗衣机上的铅青铜都是远离轴承的
cap.
帽。
8 Fit carefully the assembly of the bearing cap for the
8小心装配轴承盖的装配
central main bearing. Ensure that the halves of the
中心主轴承。确保一半的
thrust washers remain in their positions during the
止推垫圈保持在其位置
operation.
操作。
9 Apply engine lubricating oil to the threads, and
9将Perkins3012发动机润滑油应用于螺纹
under the heads, of the main bolts which retain the
在头下,主螺栓,保留
main bearing caps. Fit carefully each bolt into its
主轴承盖。小心地每一个螺栓安装到它的
location. Do NOT allow the bolts to fall into the holes
位置。不要让螺栓掉到洞
because the threads could be damaged. Insert fully
因为线程可能会损坏。完全插入
each main bolt by hand only.
每一个主螺栓只手。
Caution: On new engines, the bolts fitted to the front,
警告:在新的Perkins3012发动机上,螺栓安装在前面,
centre and rear bearing caps, are different and are
中心和后轴承盖,是不同的,是
fitted with hardened washers. Ensure that the special
配有硬化垫圈。确保特殊
washers are fitted to the bolts before the bolts are
在螺栓前,垫圈安装在螺栓上
fitted to the engine. Do NOT fit any other type of
装在Perkins3012发动机上。不适合任何其他类型的
washer.
洗衣机。
Caution: If a new front, centre or rear bearing cap is
警告:如果一个新的前端,中心或后轴承盖
fitted, do NOT fit the old type of bolts. The new bolts
装,不适合旧型螺栓。新的螺栓
and special washers MUST be used.
必须使用专用垫圈。
10 Apply engine lubricating oil to the threads, and
10将Perkins3012发动机润滑油应用于螺纹
under the heads, of the side bolts which hold rigidly
在头下,用刚性的螺栓
the main bearing caps. Fit the plain washers on the
主轴承盖。安装平垫圈在
M16 bolts and the ’Dowty’ sealing washers on the
M16螺栓和“顶”上的密封垫圈
M14 bolts. Insert fully each bolt, by hand, through the
M14螺栓。用手插入完全的每一个螺栓
side walls of the crankcase.
曲轴箱侧壁。
11 Check that the faces which are machined on the
11检查被加工的面
front and the rear of each main bearing cap are
每一个主轴承盖的前部和后部
aligned with the faces in the crankcase. Tighten
与曲轴箱中的面对齐。拧紧
lightly all of the main bolts and then all of the side
所有的主螺栓,然后所有的侧
bolts.
螺栓。
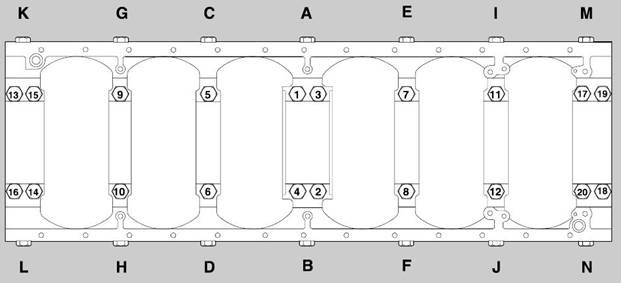
12 Tighten, in the sequence shown in page 86/B, all
12拧紧,在86页/二页所示的序列中
the main bolts of the bearing caps by increments of 50
主轴承盖的螺栓由50的增量
Nm (37 lbf ft) until the maximum torque of 177 Nm
nm(37磅英尺)到177牛米的最大扭矩
(130 lbf ft) is applied. At the end of this phase of the
(130磅英尺)的应用。在这个阶段结束
operation, the main bolts of the main bearing caps at
操作时,主轴承盖的主螺栓
the front, at the c entre and at the rear are tightened
前,在中心和后部紧固
fully.
充分。
Caution: Check frequently that the crankshaft can
警告:经常检查曲轴
rotate freely while the bolts are tightened.
当螺栓紧固时可自由旋转。
13 Continue to tighten the bolts - numbers 5 to 12 (B)
13继续拧紧螺栓-数字5至12(乙)
- for the remainder of the main bearing caps, until the
-对于主轴承盖的其余部分,直到
maximum torque of 488 Nm (360 lbf ft) is applied.
最大扭矩488牛米(360磅英尺)的应用。
14 Tighten all the side bolts, in alphabetical
14按字母顺序拧紧所有螺栓
sequence, until a maximum torque of 114 Nm (85 lbf
序列,直到最大扭矩114牛米(85磅
ft) is applied. At the end of this phase of the operation,
英国金融时报)。在这一阶段的操作结束,
the side bolts of the front, central and rear main
前、中、后主侧螺栓
bearings are tightened fully.
轴承紧固充分。
15 Continue to tighten the remainder of the side bolts
15继续拧紧侧螺栓的剩余部分
- letters C to J (B) - in alphabetical sequence, until a
•以字母顺序排列的字母,直到一
maximum torque of 177 Nm (130 lbf ft) is applied.
最大扭矩177牛米(130磅英尺)的应用。
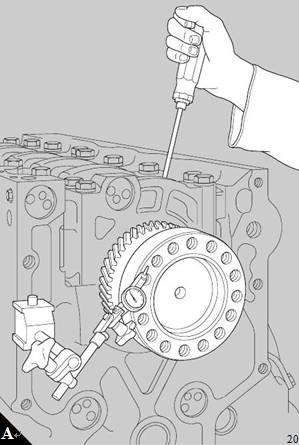
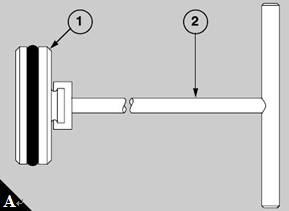
16 Put a dial test indicator with a magnetic base on
16将一个拨号测试指标与磁性基础
the end face of the crankcase. Set the button of the
曲轴箱的端面。设置按钮的
dial test indicator on the end of the crankshaft (A).
曲轴(一)结束时的刻度盘测试指示器。
Use a lever to move the crankshaft backward and
使用杠杆向后移动曲轴
forward against the thrust washers and check the
向前逆止推垫圈和检查
readings on the dial test indicator. Permissible end-
表盘测试指示器读数。允许结束—
float is 0,10 to 0,30 mm (0.004 to 0.012 in).
浮动是10到30毫米(0.004到0.012)。
Turn the crankcase in the build stand so that the ’A’
将曲轴箱在支架上转动,以便“一”
bank cylinders are horizontal. Fit each of the
银行气缸水平。适合每一个
connecting rods, of the ’A’ bank cylinders, to their
连接杆,“一”的银行缸,对他们的
respective crank pins, operation 13-3.
各自的曲柄销、运营13-3。
17 When all of the ’A’ bank connecting rods have
17当所有的'一'银行连接杆有
been fitted, turn the build stand until the ’B’ bank
已装上,把建立架,直到'乙'银行
cy linders are horizontal and use the same procedure
CY该是水平的,使用相同的程序
to fit the connecting rods of the ’B’ bank.
以适应'乙'银行的连接杆。
18 Set a dial test indicator as shown (page 67/B) and
18设置拨号测试指标如显示(页67 /乙)和
check the end float of each big end. The permissible
检查每一个大底的结束浮动。允许
end float is 0,2 to 0,4 mm (0.008 to 0.016 in).
端浮0,2 0.4%毫米(0.008到0.016)。
19 Ensure that the crankshaft turns freely.
19确保曲轴转动自如。
20 Fit the lubricating oil pump, operation 19-7.
20适合的润滑油泵,运行197。
21 For early engines, fit the sump adaptor, operation
21早期的Perkins3012发动机,安装油底壳接头,操作
19-3.
19-3。
22 Fit the lubricating oil sump, operation 19-1 or, for
22合适的润滑油,操作或为19-1,
new engines, operation 19-5.
新的引擎,运行19-5。
23 Fit the timing case and the timing gears, operation
23配合正时情况及正时齿轮、操作
15-5.
15-5。
24 Fit the flywheel and the flywheel housing,
24配合飞轮和飞轮壳,
operation 22-4.
操作中可以看到。
25 Fit the fan adaptor, operation 21-10.
25安装风扇接头,操作21-10。
26 Remove the engine from the build stand,
26从建造支架上拆下Perkins3012发动机,
operation 16-1.
操作16-1。
To dismantle and to assemble
拆卸和组装
1 Press down each plug (A1) of the reservoirs and
1按下每个插头(A1)的水库
release the circlips. Fit the remover/replacer,
松开卡环。安装器/替代品,
27610005 (A2), on the s pigot of the plug and withdraw
27610005(A2),在插头的Pigot和退出
the plug. Early engines are fitted with a different type
插头。早期的Perkins3012发动机安装有不同的型号
of plug which has a threaded hole, for these engines
对这些Perkins3012发动机有一个螺纹孔的插头
use remove/replacer, 21825 859, together with the
使用删除/替换,21825 859,加
slide hammer, 21825 849. Clean all the components
滑动锤,849 21825。清洁所有的部件
with a degreasing solution.
用脱脂液。
To assemble
组装
1 Fit new ’O’ ring seals to the blanking plugs of the
1配合新的“O”环密封件的消隐插头
reservoirs. In sequence, apply a small amount of
水库。按顺序,申请少量
’Stantyte’ lubricant or ’Morris’s liner lubricant’ around
“stantyte润滑或润滑油在莫里斯的衬垫
the complete circumference of each housing in the
在每个住房的完整周长
crankshaft. Press fully each plug into its housing and
曲轴。每一个插头插入到它的外壳和
fit the circ lip into its recess in the housing. Use the
将中国保监会的唇装进住房的凹部。使用
relevant remover/replacer to pull backward the plug
相关器/替代品后拉插头
4 Check for damage on the front and rear faces at the
4检查前部和后部的损坏
ends of the crankshaft. Als o check for small marks on
曲轴的末端。还检查小标志
the circumferences which are the location faces for
这是定位面圆周
the flywheel and the pulley .
飞轮和皮带轮。
5 If the crankshaft is usable, small marks can be
5如果曲轴是可用的,小的标记可以
removed from the journals, the crank pins, the thrust
从杂志上删除,曲柄销,推力
faces and the locations on the ends by the use of a
用一个面和地点在两端
very fine grade of oil stone.
非常精细的石油石级。
Main bearings and thrust washers
主轴承和止推垫圈
against the circlip.
对卡簧。
To clean
清洁
1 Wash thoroughly the oil holes and reservoirs of the
1彻底清洗油孔和水库
crankshaft with kerosene and dry with compressed
带有煤油和干燥的曲轴
air. Ensure that all surfaces of the crankshaft are
空气。确保曲轴的所有表面都是
cleaned thoroughly.
彻底清洗。
To inspect
检查
1 Hold the shaft in suitable wooden blocks under
1在适当的木板块下把轴抓住
main journals nos. 1 and 7. Check for crac ks in the
主要期刊编号1和7。检查裂缝的
crankshaft, by the electro-magnetic method if
曲轴,采用电磁法
possible.
可能的。
2 Check for damage and small marks on the main
2检查主要的损坏和小标记
journals, crank pins and thrust faces; check for ovality
期刊,曲柄销和止推面;检查椭圆度
the journals and crank pins. Refer to Perkins Engines
期刊和曲柄销。指帕金斯Perkins3012发动机
Company Limited, Shrewsbury, for the instructions
什鲁斯伯里有限公司,为本指令
S.R.S. 121 Issue 2 for the repair of worn or damaged
121期为2 s.r.s.磨损或损坏的修复
journals and crank pins .
期刊与曲柄销。
3 Hold the crankshaft in ’V’ blocks under the main
3将曲轴在主的“五”块下
journals nos. 1 and 7 and check the amount of
期刊编号1和7,检查数量
deflection at the central main journal. The permissible
在中央主刊上的挠度。允许
amount of the deflection, which is given on page 89,
的偏转量,这是在89页,
must be gradual along the length of the crankshaft.
曲轴的长度必须是渐进的。
1 Remove the c rankshaft, operation 14-4.
1拆下曲轴,操作14-4。
2 Check for wear, cracks and contamination in the
2检查磨损,裂纹和污染
surfaces of the bearings. Renew bearings as a set if
轴承表面。如果更新轴承
it is possible that a bearing will not complete a further
这是可能的,一个轴承将不能完成一个进一步的
full period of service.
全程服务。
3 Check the thickness of the thrust washers.
3检查止推垫圈的厚度。
Nominal dimensions for new thrust washers are:
新止推垫圈的公称尺寸:
2,93 to 3,0 mm (0.116 to 0.118 inch)
2,93至3毫米(0.116到0.118英寸)
New thrust washers must be fitted if there is wear on
新的止推垫圈必须安装在有磨损的
the thrust fac es and also if the crankshaft has
推力面,如果曲轴
excessive end-float.
过多终漂。
Fits and clearances
配合与间隙
Crankshaft journals
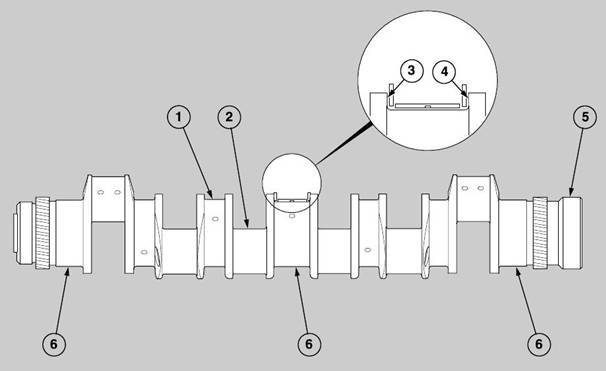
曲轴轴颈
Diameter (A1)145,975 to 146,000 mm (5.7470 to
直径(A1)145975至146000毫米(5.7470
5.7480 in)
5.7480)
Permissible worn dimensions145,910 mm (5.7445 in)
允许穿dimensions145910毫米(5.7445英寸)
Ovality - permissible worn dimensions0,076 mm
椭圆-允许穿dimensions0076毫米
(0.0030 in)
(0.0030)
Journals in main bearings – clearance0,076 to 0,145
在主轴承–clearance0076期刊0145
mm (0.0030 to 0.0057 in)
毫米(0.0030至0.0057英寸)
Crank pins
曲柄销
Diameter (A2)97,978 to 98,000 mm (3.8574 to 3.8583
直径(A2)97978至98000毫米(3.8574至3.8583
in)
在)
Diameter - permissible worn dimensions97,914 mm
dimensions97914毫米直径允许磨损
(3.8548 in)
(3.8548)
Ovality - permissible worn dimensions0,076 mm
椭圆-允许穿dimensions0076毫米
(0.0030 in)
(0.0030)
Deflection of crankshaft
挠曲轴
Deflection of crankshaft (A6) when it is held in
挠曲轴(A6)时举行
'V' blocks under nos. 1 and 7 main journals0,1000 mm
V形块在1号和7个主要journals01000毫米
(0.0039 in)
(0.0039)
(Deflection must be gradual from outer main journals
(挠度必须是从外主要期刊逐渐的
to central main journal)
到中央主杂志)
End float of crankshaft
曲轴端浮
Width between crankshaft webs of central journal
轴颈之间的宽度
(A3)81,43 to 81,48 mm (3.2059 to 3.2079 in)
(A3)81,43到81,48毫米(3.2059到3.2079)
Width of central bearing (A4) across thrust washers
中心轴承宽度(A4)在止推垫圈
81,15 to 81,30 mm (3.1949 to 3.2008 in)
81,15到81,30毫米(3.1949到3.2008)
Clearanc e (new)0,13 to 0,33 mm (0.005 to 0.013 in)
清除率E(新)0,13到0,33毫米(0.005到0.013)
Permissible worn clearance0,483 mm (0.019 in)
允许穿clearance0483毫米(0.019英寸)
Flywheel on crankshaft
曲轴飞轮
Bore of flywheel160,000 to 160,025 mm (6.2992 to
口径160025毫米(6.2992 flywheel160000
6.3002 in)
6.3002)
Diameter of crankshaft (A5)159,961 to 159,986 mm
直径曲轴(A5)159961至159986毫米
(6.2976 to 6.2986 in)
(6.2976至6.2986)
Clearance (new)0,014 to 0,064 (0.0006 to 0.0026)
通关(新)0014至0064(0.0006至0.0026)
400-100-8969 15088860848
0574-26871589 15267810868
0574-26886646 15706865167
0574-26871569 18658287286
