 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(简)
中文(简) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
强鹿柴油发动机气阀门与导管的技术参数值
John Deere约翰迪尔强鹿柴油发动机气阀门与导管的技术参数值
使用伸缩表测量阀门导管磨损程度。
技术规格
阀门导管孔(新)-内径 . . . . . . . . . . . . . . . . . . . . 7.912 - 7.938 毫米(0.312 - 0.313 英寸)
阀门导管到阀杆(新)-间隙. . . . . . . . . . . . . . . . . . . 0.05 - 0.10 毫米(0.002 - 0.004 英寸)
最低磨损限度 . . . . . . . . . . . . . . . . . . . . . . . . . 0.15 毫米(0.006 英寸)
注意: 阀门可配置 0.38 毫米(0.015 英寸)和 0.76 毫米(0.030 英寸)加粗阀杆。
如果阀门导管与阀杆油隙超出磨损极限,需要更换加粗阀杆。到已认证的维修站选配阀门导管,以保证阀门导管与阀杆间隙符合技术规格的要求。如果阀门导管与阀杆油隙超出磨损极限,但不足 0.20 毫米(0.008 英寸),允许对阀门导管滚花,然后用绞刀加工到要求的尺寸。但是,应当首先选择安装加粗阀杆。(参见本章后面“阀门导管滚花”部分。)
重要提示: 在制造阀门导管时有一种 5/16-24NF 改良型通长内纹导管,主要直径为 8.052 -8.128 毫米(0.3170 - 0.3199 英寸)。请到已认证的维修站选择内纹阀门导管,经绞孔后再使用加粗阀杆。

阀门导管滚花
重要提示: 阀门导管滚花只能由具有设备操作经验,能保证满足技术要求的人员来加工。
必须先对阀门导管进行滚花,然后绞孔,以保证阀门导管与阀杆间隙符合技术规格的要求。
1. 用 JT05949 阀门导管滚花工具为阀门导管滚花。按照制造商指导的方法正确使用工具。
2. 滚花后,将阀门导管加工至最终尺寸,达到阀杆与阀门导管规定的间隙。

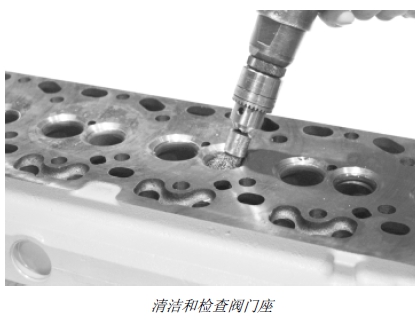
清洁并检查阀门座
1. 用电动手钻夹住 D17024BR 端刷清除阀门座表面所有积碳。
2. 检查阀门座是否过度磨损、是否有裂缝或损坏。
3. 检查整个燃烧面是否有锈蚀、划痕、凹痕或裂缝。
400-100-8969 15088860848
0574-26871589 15267810868
0574-26886646 15706865167
0574-26871569 18658287286
