 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(简)
中文(简) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
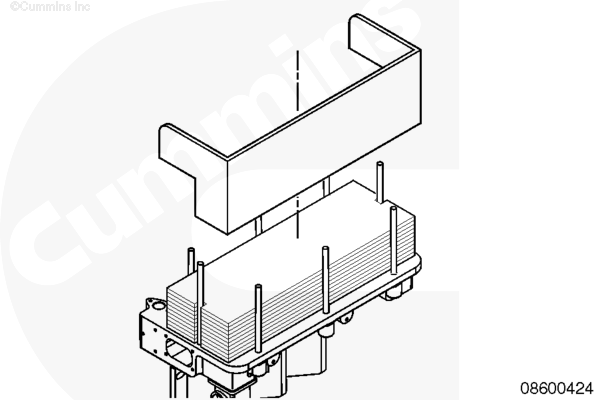
康明斯航用NAT855柴油发动机、柴油发电机组热交换器分解图
康明斯航用NAT855柴油发动机、柴油发电机组热交换器分解图
分解图
管类型

- 凹头螺钉
- 锁紧垫圈
- 热交换器盖(闭合端)
- O 形密封圈
- 热交换器密封垫
- 锌电极塞
- 管塞
- 热交换器壳体
- 冷却器芯
- 热交换器密封垫
- 热交换器盖(开启端)
- 凹头螺钉
板式

- 下部歧管
- 水箱
- 395014-8243 板位置号
- 364141-4403 板位置号
- 364241-4403 板位置号
- 364141-4403 板位置号
- 364241-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 395028-6501 板位置号
- 395028-6602 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364141-4403 板位置号
- 364241-4403 板位置号
- 364141-4403 板位置号
- 364241-4403 板位置号
- 364141-4403 板位置号
- 364241-4403 板位置号
- 364141-4403 板位置号
- 364241-4403 板位置号
- 364141-4403 板位置号
- 364241-0482 板位置号。

拆卸
管类型
拆下至热交换器出口管(17)的水泵进口接头。
松开热交换器出口管软管卡箍。
拆下 8 个出口管螺栓和出口管(14)。
拆下并废弃软管 (16)。

松开 8 个软管卡箍。
拆卸 4 颗螺钉。
拆下管 (8) 和 (10) 和密封垫。
废弃密封垫和软管。

松开软管卡箍。
拆卸 4 颗螺钉。
拆下管 (5) 和密封垫。
废弃软管和密封垫。

注 : 为清晰起见,热交换器支架的一部分未予显示。
松开软管卡箍。
拆卸两个螺栓 (3)。
拆下发动机出口管 (2) 和 (1)。
废弃这些软管。

WARNING
该部件的重量达到或超过 23 kg [50 lb]。为减小造成人身伤害的可能性,请使用提升设备或在他人的帮助下提升此部件。
注 : 并不是所有发动机均配备上部和下部热交换器选项。
拆下螺钉。
拆下上部热交换器 (2)。
拆下下部热交换器 (1)。

板式
从膨胀水箱上拆下排气管。

断开并拆下冷却液出口管。

从热交换器海水出口接头上断开海水泵主排水管。

断开海水进口和出口管。

按图示将链式提升机或其他提升设备的吊带套住热交换器总成。

拆下将水套水歧管固定到节温器壳体上的 6 个水套水歧管螺钉。
拆下将管固定在节温器壳体上的 4 个 LTA 输送管安装螺钉。

断开将支架固定在发动机缸体上的下部安装支架螺钉。

WARNING
该部件的重量达到或超过 23 kg [50 lb]。为减小造成人身伤害的可能性,请使用提升设备或在他人的帮助下提升此部件。
将热交换器总成提起以脱离发动机。
检查能否继续使用
管类型
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用蒸汽清洁器时,戴上安全眼镜或防护面罩,并穿上防护服。热蒸汽会造成人身伤害。
用溶剂或蒸汽清洁所有密封垫表面和热交换器外部。
冲洗发动机冷却液和热交换器的原水通道。
检查生水道是否脏污或存在碎屑。

拆下 6 个锌电极塞 (1)。

检查每个电极的长度。
如果不足 12.7 mm [0.500 in] 以上的长度,则必须更换电极。

安装 6 个锌电极塞 (1)。
拧紧锌电极插头。
解体
管类型
拆下 6 个锌电极塞 (1)。
CAUTION
分离这些零件时不要损坏壳体或盖。如果零件损坏,将会造成泄漏。壳体的封闭端具有两个缺口。转动封闭的端盖,使缺口不与壳体中的缺口对正。使用锤子和黄铜冲头从芯上拆下 O 形密封圈。
从壳体 (5) 上拆下 12 颗螺钉 (2)、锁紧垫圈、封闭的端盖 (3) 和密封垫 (4)。
从盖上拆下 O 形密封圈 (6)。
废弃 O 形密封圈。

CAUTION
分离这些零件时不要损坏壳体或盖。如果零件损坏,将会造成泄漏。壳体的开口端具有一个缺口。转动敞开的端盖,使缺口与壳体中的缺口对正。使用锤子和黄铜冲头从芯上拆下 O 形密封圈。
从壳体 (5) 上拆下 12 颗螺钉 (7)、锁紧垫圈、敞开的端盖 (8) 和密封垫 (9)。

从壳体 (5) 上拆下冷却器芯 (10) 和密封垫 (4)。

板式
从回路管上拆下两颗法兰螺钉。解体过程中回油管在膨胀水箱中。

如果已安装,从膨胀水箱两侧拆下支架。
最新型热交换器总成带有铸造前支架,没有安装侧支架。

从膨胀水箱顶部拆下两颗项部隔圈螺钉。

按图示次序松开将膨胀水箱固定在板组上的螺钉 1 到 6。

CAUTION
不要将每个螺栓完全松开。膨胀水箱水平高度不得大于 12 mm [0.50 in],否则板组和水箱可能粘在低温中冷器 (LTA) 管和回流管上,损坏这些管和 O 形圈。
拆下螺钉。

WARNING
该部件的重量达到或超过 23 kg [50 lb]。为减小造成人身伤害的可能性,请使用提升设备或在他人的帮助下提升此部件。
从总成上拆下水箱。

拆下将护板安装在垫块上的 10 颗螺栓,拆下护板。
使用画笔按图示在板组上画一条对角线。
此线有助于确定板的摆放,组装起来更容易。

WARNING
戴上防护手套,以防锐利边缘划伤。
从总成上拆下板。
板的边缘很锋利。

清洁并检查能否继续使用
管类型
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用蒸汽清洁器时,戴上安全眼镜或防护面罩,并穿上防护服。热蒸汽会造成人身伤害。
用溶剂或蒸汽清洗零件。
确保所有密封垫表面干净。
检查零件有无裂纹和其它损坏。更换损坏的零件。

使用外径为 8 mm [5/16 in]的黄铜或铜杆来清洁管路。
如果超过 5% 的管堵塞,或者在早期维修中已关闭,则必须更换芯。

板式
CAUTION
如果密封垫定位不正确,会导致过热,并且海水会进入冷却系统。
注意密封垫方向,保证精确组装。
从板上拆下每块密封垫,一次一块。
清洁每块板。

检查密封垫。
如果密封垫膨胀,产生裂纹或变形,则必须更换。

用软刷和流水清洁板。

如果现有沉积物难以清除,用高压水管冲刷板。
如果刷洗和高压水不能将板清洗干净,估计板上有沉积物。
参照下列信息,确定要使用的溶剂。
- 碳酸钙(腐蚀产物 - 用硝酸清洁)。
- 硫酸钙(金属臭氧化物 - 用氨基磺酸清洁)。
- 硅酸盐(粉砂 - 用柠檬酸进行清洁;氧化铝 - 用磷酸进行清洁;硅藻生物及其不同颜色的分泌物 - 用络合剂 EDT、A 和 NTA 进行清洁)。
- 粘土 - 用碱性清洁剂进行清洁。
- 细菌 - 用氢氧化钠清洁。
- 线虫 - 用氢氧化钠清洁。
- 原生动物 - 加一点次氯酸盐或形成化合物和表面活性剂的药剂,可大大增强清洁效果。
最大浓度:百分之四。
最大温度:60°C [140° F]。
- 酮(丙酮、甲基乙基酮、甲基异丁酮)
- 酯(乙酸乙酯、乙酸丁酯)
- 卤代烃(氯乙烯、四氯化碳、氟里昂)
- 芳香烃(苯、甲苯)。

压力测试
管类型
CAUTION
在螺母和芯上的法兰之间安装重型垫圈,以防损坏芯的密封表面。
将接头、软管、卡箍、塞和渐缩管安装在敞开的端盖上。
相隔 180 度的两个螺钉孔必须保持打开。
使用至少 4 个螺栓、螺母和垫圈将盖 (8) 和密封垫 (9) 安装在芯的法兰上。

使用两种长度的螺杆 (10)、一个带有连杆 (11) 孔的板、一块密封垫材料 (12) 和螺母以及平垫圈密封芯的开口端。

CAUTION
拧紧螺母至恰好能够密封密封垫。不要过度拧紧螺母,否则会造成芯损坏,从而影响它的使用。
将调节后的压缩空气连接到图示的渐缩管接头上。

将芯浸没在盛有水的容器中,对其进行测试。
将调节器调整到向芯施加 275 kPa [40 psi] 的压力。
检查有无气泡从芯子冒出。确保测试板的区域不会 冒出气泡。
浸没芯时,有些空气会截留在芯的管中。来回移动芯,使这些截留的空气逸出。
如果芯泄漏,会看到一串稳定的气泡。
如果芯损坏,则必须更换。
完成测试后,将测试部件从热交换器芯上拆下。

对热交换器压力测试的替代方法是在组装好热交换器的情况下测试芯件。
必须使用热交换器管路接头 (1)、密封垫 (2)、软管 (3) 和软管卡箍 (4) 中的两个。
在开口端盖板上安装接头、密封垫和软管。
使用软管卡箍将塞 (5) 安装进一个软管中。
安装将压缩气源连接到另一个软管的渐缩管 (6)。

将空气供应管连接到调节器和压力表总成 (7)。
将调节器的出口软管连接到渐缩管的管接头上。
用清洁的水加注热交换器。

将调节器调整到向芯施加 275 kPa [40 psi] 的压力。
检查热交换器的发动机冷却液侧有无气泡。
如果看到气泡,则表明芯件泄漏,必须进行更换。

组装
管类型
CAUTION
壳体的一端具有一个缺口,而另一端具有两个缺口。冷却器芯和敞开的端盖必须安装在只有一个缺口的一端。如果热交换器没有正确组装,发动机将会由于水管不能正确连接而过热。

CAUTION
芯上的缺口和壳体上的缺口必须对齐。如果零件没有对正,流过热交换器的冷却液会流动不畅,发动机将会过热。
安装密封垫 (4)。
将密封垫上的缺口与芯上的缺口对正。螺钉孔也要对正。
将冷却器芯 (10) 安装进壳体 (5)。
对正芯、密封垫和壳体上的缺口。

CAUTION
密封垫和盖上的缺口必须与壳体上的缺口对正。如果零件没有对正,流过热交换器的冷却液会流动不畅,发动机将会过热。
安装密封垫(9)并对齐凹口。
确保密封垫上的中央棱处于盖的中央棱的正确位置。
安装敞开的端盖 (8) 并对准槽口。
在端末总成安装长度为 44 mm [1 ¾ in] 的螺钉
安装 12 颗螺钉 (7) 和锁紧垫圈。
拧紧螺栓。

将密封垫 (4) 安装在壳体 (5) 上。
将密封垫中的缺口与壳体中的缺口对正,使螺钉正确对正。
将新 O 形密封圈(6) 安装进封闭的端盖中的凹槽。
用植物油润滑 O 形密封圈。
将封闭的端盖 (3) 和 O 形密封圈安装在壳体上。
在芯上方推动 O 形密封圈,直到盖与密封垫接触。
将盖上的两个缺口与壳体上的两个缺口对正。
在总成的这端安装长度为 38 mm [1½ in] 的螺钉。
安装 12 颗帽螺钉 (2) 和锁紧垫圈。

安装 6 个锌电极塞 (1)。
板式
确保两个导向销在下部歧管上的位置正确。按图示用 Nord-Lock® 垫圈安装导向销下部螺钉。
每个 Nord-Lock® 垫圈必须根据其他垫圈的长齿或凸角定好位,以使总成正常工作。
紧固螺钉至导向销螺钉。
| 导向销螺栓 | 256 n.m | [190 ft-lb] |

盖板的方向是检查 10 位识别号。
组装板过程中,确保交错板上的肋方向相反,如图 1、2 所示。

CAUTION
如果密封垫定位不正确,会导致过热,并且海水会进入冷却系统。
将密封垫放回板上,一次一块。
确保突片锁入凹槽中,并且方向正确。
组装板总成过程中密封垫总是朝上。
参考图 1 和图 2,查看板的方向和标识号。

将板装在发动机上之后,确保型面呈蜂窝形,密封垫标签交错排列。
如果整个板组没有显示此型面,必须重新安放板。

安装隔圈和护板。
CAUTION
将 LTA 管推入膨胀水箱过深会损坏管的 O 形圈。
拆下回水管和 LTA 管。
将 O 形圈和环槽密封圈安装到回油管和 LTA 管上,并将它们安装在膨胀水箱总成中约 25 mm [1 in] 深的位置。

WARNING
该部件的重量达到或超过 23 kg [50 lb]。为减小造成人身伤害的可能性,请使用提升设备或在他人的帮助下提升此部件。
将膨胀水箱置于总成顶部。
将 O 形圈安装到回油管法兰底部。
确保拧紧水箱和板组时排水管安装在下部歧管中。
按图示使用 Nord-Lock® 垫圈安装六板组紧固螺钉。
每个 Nord-Lock® 垫圈必须根据其他垫圈的长齿或凸角定好位,以使总成正常工作。

按图示次序用手拧紧螺钉,直到板组压在一块。
按图示顺序,每次以 14 N• [124 in-lb] 的增量拧紧螺钉 1 到 6,使膨胀水箱均衡下移。
当膨胀水箱与 6 个垫块都接触时停止拧紧螺钉。
CAUTION
拧紧过程中,膨胀水箱水平高度一定不能大于 12 mm [0.5 in];否则板组和水箱可能粘在低温中冷器 (LTA) 排水管上,并会损坏 O 形圈。
测量板组间距以复查。板组距离必须与热交换器支架上数据标签的值一致。
| 测量 | ||
| mm | in | |
| 盖板厚度 | 142 到 147 | 5.6 到 5.8 |

使用Nord-Lock® 垫圈安装两 个端部导向销上部螺钉。
每个 Nord-Lock® 垫圈必须根据其他垫圈的长齿或凸角定好位,以使总成正常工作。
拧紧所有 8 个顶部螺钉。
注 : 前支架为铸铁的发动机不需要安装侧支架。
如果开始安装了侧支架,安装侧支架。
拧紧螺栓。
安装
管类型
WARNING
该部件的重量达到或超过 23 kg [50 lb]。为减小造成人身伤害的可能性,请使用提升设备或在他人的帮助下提升此部件。
注 : 所有发动机并非都配备一个上部和下部热交换器选项。
按照图示安装下部热交换器 (1) 和上部热交换器 (2)。
在每个热交换器中安装 4 个锁紧垫圈和螺栓。
拧紧螺栓。
发动机冷却液管始终连接到热交换器的侧面。
务必在拧紧软管卡箍之前拧紧螺栓。
每根软管的每端都有两个卡箍。确保软管在管之间的间隙上方居中。在拧紧卡箍之前拧紧管的螺栓。
为清晰起见,上部热交换器和热交换器支架的一部分未予显示。
右排的发动机出口管(1)和(2)不同于左排。
如图所示,使用软管和卡箍将出口管 (1) 和 (2) 安装在节温器壳体的出口上。
将平垫圈、锁紧垫圈和螺栓 (3) 穿过每根管上的锁片安装在热交换器支架上。
拧紧螺栓。
拧紧软管卡箍。
按照图示将管 (5) 连接到左排出口管上。将密封垫 (6)、4 个锁紧垫圈和螺钉安装到上部热交换器 (7) 进口上。
拧紧螺栓。
拧紧软管卡箍。
按照图示将管 (8) 连接到右排出口管上。安装软管 (9) 和管 (10)。
将密封垫 (11)、4 个锁紧垫圈和螺钉安装到下部热交换器进口上。
拧紧螺栓。
拧紧软管卡箍。
将密封垫 (15)、上部热交换器出口管 (14)、4 个锁紧垫圈和螺钉安装到上部热交换器出口上。
将软管 (16) 和卡箍安装到下部热交换器出口管 (17) 上。将软管安装到上部热交换器出口管上。
将密封垫 (18)、4 个锁紧垫圈和螺钉安装到下部热交换器出口 (19) 上。
拧紧螺栓。
拧紧软管卡箍。
注 : 下部热交换器出口管 (17) 和发动机水泵进口上必须安装带有法兰和密封垫的大管(未显示)。此时不要安装该管,因为在配备基本座架的发动机上,该管是在基本座架的横梁下面布设。
板式
WARNING
该部件的重量达到或超过 23 kg [50 lb]。为减小造成人身伤害的可能性,请使用提升设备或在他人的帮助下提升此部件。
用链式提升机或其他提升设备将热交换器提到发动机的前端,使水套水歧管在节温器壳体上方。
当总成下移至安装位置时,将 O 形圈安装到 LTA 管和水套水歧管的底部法兰。

安装下部固定支架螺钉,它将支架固定在发动机缸体上。
安装将低温中冷器 (LTA) 管固定到节温器壳体的 4 颗螺钉。
拧紧螺栓。
安装固定夹和螺栓并拧紧。
从引流管安装环形固定夹,拧紧夹子。
安装水套水歧管螺钉,它将歧管固定在节温器壳体上。
拧紧螺栓。
将海水泵主排水管连接到热交换器海水出口接头上。
连接海水进口和出口接头。
拧紧螺栓。
连接冷却液出口管和接头。
拧紧螺栓。
将排气管连接到膨胀水箱上。



选择维修工具
推荐的 Cummins® 维修工具
- 维修工具组件(零件号 5394887)
- 泄漏测试工具组件(零件号 5394751)
- 无铜耐高温防粘结复合剂(零件号 3824879)或等同物
其他维修物品
- 适合收集海水的容器
概述
热交换器(如果配备)安装在设备上,并通过由设备制造商和康明斯公司提供的管道连接至发动机冷却回路和海水泵。热交换器可以安装在任何方向。在热交换器中有一个连接高温和低温冷却回路的小钻孔,使得热交换器在水平安装时可以更彻底地排水。
热交换器重约 168 kg [370 lbs],需要特殊的提升设备。
准备步骤
WARNING
蓄电池可能有易爆性气体逸出。为降低人身伤害的可能性,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能性,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
WARNING
冷却液有毒。避免儿童与宠物接触冷却液。如果不再继续使用,应按照当地环保法规进行处理。
- 断开蓄电池和电源。参考设备制造商维修信息。
- 从空气起动马达(如果配备)上断开供气管。参考第 12 节中的步骤 012-022。
- 排放海水系统。参考第 8 节中的步骤 008-084。
- 排空冷却系统。参考第 8 节中的步骤 008-018。
- 从热交换器上拆下管道。参考设备制造商维修信息。


拆解
从盖板上拆下直螺纹塞 (1)。
拆下并废弃 O 形密封圈。
标记盖板的位置。
拆下盖板 (2)。

WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
将热交换器放置在支块上,前面朝上。

拆下热交换器盖。

拆卸:
- 螺栓 (1)
- 法兰镶圈 (2)
- 对齐隔套 (3)

安装:
- 螺杆 (1) (零件号 5394891)
- 安装隔套 (2) (零件号 5394890)
- 螺母 (3) (零件号 3279355)

拆下四根中间螺钉。如图所示,一次安装一个维修工具。
- 螺杆 (1) (零件号 5394891)
- 螺母 (2) (零件号 3279355)
- 扭矩值: 54 N•m [40 ft-lb]
- 垫圈 (3) (零件号 4328685)
- 维修工具部件 (4) (零件号 5394888)
- 扭矩值: 115 N•m [85 ft-lb]

均匀松开热交换器螺钉和维修工具部件。
- 拆下四根外围螺钉。
- 按所示顺序逐个松开每个维修工具部件两圈,直到热交换器完全展开。

拆卸:
- 螺母
- 垫圈
- 螺杆
- 隔圈

拆下热交换器前框架 (1)。
拆下限位环 (2)。
拆下并废弃水封 (3)。

WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
如果清洁和检查热交换器以进行维护:
- 安装:
- 四根螺纹杆 (1) (零件号 5394891),如图所示
- 每个螺纹杆上的安装隔套 (2) (零件号 5394886)
- 前热交换器框架
- 垫圈 (3) (零件号 4328685)
- 维修工具部件 (4) (零件号 5394888)
- 扭矩值: 27 N•m [239 in-lb]
- 将热交换器转到侧面放置。根据需要分开冷却板进行检查。
- 前往此步骤中的“清洁和检查能否继续使用”部分。
如果解体热交换器进行维修,完成剩余的拆解步骤。

WARNING
为了避免人身伤害,在处理带有尖锐边缘的零件时要戴上防护手套。
拆下冷却板。注意板的顺序和方向。
组装时保持原板顺序。不要拆卸密封垫。

拆下限位环 (1)。
拆下并废弃水封 (2)。

拆卸:
- 螺母 (3)
- 安装隔套 (2)
- 螺杆 (1)

清洁并检查能否继续使用
WARNING
当使用溶剂、酸或碱性材料清洗时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
如果热交换器没有被拆解:
- 清洁水封。使用热肥皂水溶液。
- 检查水封。
- 更换水封,如果:
- 裂纹
- 其他损坏
如果热交换器被拆解:
- 完成所有“清洁和检查能否继续使用”步骤。

CAUTION
如果密封垫定位不正确,会导致过热,并且海水会进入冷却系统。
注意密封垫的方向,以帮助组装。
从板上拆下密封垫,一次一块。
WARNING
使用蒸汽清洗器或高压水时,应戴上安全眼镜或防护面罩,穿上防护服,以免造成人身伤害。
清洁每块板。使用软毛刷。使用水。
清除剩余沉积物。使用高压水。
WARNING
当使用溶剂、酸或碱性材料清洗时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
清除剩余沉积物。使用溶剂。
确定存在的沉积物的正确溶剂。
积垢
- 碳酸钙(腐蚀产物) - 用硝酸清洁。
- 硫酸钙(金属氧化物) - 用氨基磺酸清洁。
- 硅酸盐(淤泥) - 用柠檬酸清洁。
- 氧化铝 - 用磷酸清洁。
- 双原子有机物及其各种颜色的排泄物。使用复合剂 EDT、A 和 NTA 清洁。
滋生生物
- 粘土 - 用碱性清洁剂进行清洁。
- 细菌 - 用氢氧化钠清洁。
- 线虫 - 用氢氧化钠清洁。
- 原生动物 - 加一点次氯酸盐或形成化合物和表面活性剂的药剂,可大大增强清洁效果。
最大清洁溶剂浓度:4%
最大清洁溶剂温度:60°C [140°F]
不能使用的溶剂
- 酮(丙酮、甲基乙基酮、甲基异丁酮)
- 酯(乙酸乙酯、乙酸丁酯)
- 卤代烃(氯乙烯、四氯化碳、氟里昂)
- 芳香烃(苯、甲苯)
检查密封垫。
更换密封垫,如果:
- 膨胀
- 裂纹
- 变形
在冷却板上安装密封垫。
确保锁片锁定在凹槽中。
组装
在热交换器后框架上安装新的水封 (2)。
将限位环 (1) 安装在水封中。

如果热交换器没有完全拆解:
- 确保密封垫正确地夹在冷却板上。
- 将板滑到紧靠后部热交换器框架上。
- 将后部热交换器框架放置在支块上。

如果热交换器没有完全拆解,拆卸:
- 维修工具部件 (4)
- 垫圈 (3)
- 前热交换器框架
- 隔套 (2)
- 四根螺杆 (1)
继续执行本节中的相应步骤以安装前热交换器框架。

如果热交换器已完全拆解,安装:
- 螺杆 (1) (零件号 5394891)
- 安装隔套 (2) (零件号 5394890)
- 螺母 (3) (零件号 3279355)

WARNING
为了避免人身伤害,在处理带有尖锐边缘的零件时要戴上防护手套。
CAUTION
密封垫方向不正确会导致过热及海水进入冷却系统。
安装冷却板。
- 确保冷却板上的密封垫正确安装。
- 遵照拆解过程中记录的冷却板位置和方向。
- 如果没有板位置和方向的记录,参见本节中的图 1。


在组装好冷却板后,确保板组截面呈蜂窝形,密封垫位于交错位置。
如果整个板组没有显示蜂窝形截面,必须重新安放板。
安装:
- 热交换器前框架处的新水封 (1)
- 限位环 (2)
- 热交换器前框架 (3)
确保前框上的 S1 端口与后框上的 T1 端口对齐。

在所有热交换器卡箍螺钉上涂抹耐高温无铜防粘结剂(零件号 3824879)或等同物。
安装到如图所示的位置:
- 隔套 (1)
- 螺杆 (2) (零件号 5394891)
- 垫圈 (3) (零件号 4328685)
- 维修工具部件 (4) (零件号 5394888)
- 螺钉

按显示的顺序均匀拧紧维修工具部件,每次两圈,直至四个螺钉 (1) 可拧入六整圈。

拆卸维修工具。更换为螺钉,一次一个。
拆卸:
- 维修工具部件 (4)
- 垫圈 (3)
- 螺母 (2)
- 螺杆 (1)
安装螺栓。

按照如图所示顺序将螺钉均匀拧紧,每次两圈。

拆卸:
- 螺母 (3)
- 安装隔套 (2)
- 螺杆 (1)
安装:
- 对齐隔套 (3)
- 法兰镶圈 (2)
- 螺栓 (1)
在热交换器盖安装螺钉上涂抹耐高温无铜防粘结剂(零件号 3824879)或等同物。
安装热交换器盖。
在盖板安装螺钉和直螺纹 O 形圈螺塞上涂抹耐高温无铜防粘结剂(零件号 3824879)或等同物。
安装盖板 (2)。
在盖板上安装直螺纹 O 形圈螺塞 (1)。使用新的 O 形密封圈。
压力测试
在端口 S1 和 S2 上安装泄漏测试板(零件号 5394892 和 5394893)。

WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造成人身伤害。
在端口 T1 和 T2 上安装盖板。
连接压缩气源。
把热交换器放在水里。
施加 276 kPa [40 psi] 空气压力。
检查有无泄漏。
如果发现泄漏,更换泄漏部件。
拆下测试设备。

在端口 S3 和 S4 上安装泄漏测试板。

在端口 T3 和 T4 上安装盖板。
连接压缩气源。
把热交换器放在水里。
施加 276 kPa [40 psi] 空气压力。
检查有无泄漏。
如果发现泄漏,更换泄漏部件。
拆下测试设备。

安装
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
确保水封已清洁和检查。
安装热交换器。参考设备制造商维修信息。
在输送接头安装螺钉上涂抹耐高温无铜防粘结剂(零件号 3824879)或等同物。
安装输水接头。
如图所示拧紧螺钉。

最后步骤
WARNING
蓄电池可能有易爆性气体逸出。为降低人身伤害的可能性,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能性,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
- 在热交换器上安装设备管道。参考设备制造商维修信息。
- 加注冷却系统。参考第 8 节中的步骤 008-018。
- 主海水泵。参考第 8 节中的步骤 008-084。
- 连接蓄电池和电源。参考设备制造商维修信息。
- 运转发动机。检查有无泄漏。
400-100-8969 15088860848
0574-26871589 15267810868
0574-26886646 15706865167
0574-26871569 18658287286
