 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(简)
中文(简) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
康明斯ISX和QSX15柴油发动机、柴油发电机组、工程机械动力系统维修手册之发动机基本正时、缸体加强板、缸体沉孔拆卸与组装的技术规格与标准的维修数据测量
康明斯ISX和QSX15柴油发动机、柴油发电机组、工程机械动力系统维修手册之发动机基本正时、缸体加强板、缸体沉孔拆卸与组装的技术规格与标准的维修数据测量
准备步骤
WARNING
蓄电池可能有易爆性气体逸出。为降低人身伤害的可能性,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能性,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
WARNING
冷却液有毒。避免儿童与宠物接触冷却液。如果不再继续使用,应按照当地环保法规进行处理。
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
WARNING
为了减小人身伤害的可能性,应避免皮肤直接接触热机油。
WARNING
美国的一些州和联邦机构已经认定使用过的机油有致癌作用,而且能造成生殖疾病。应避免吸入机油蒸汽、误吞以及长时间接触用过的机油。如果不再继续使用,应按照当地环保法规进行处理。
- 断开蓄电池。参见设备制造商维修信息。
- 排放冷却系统。参考第 8 节中的步骤 008-018。
- 排放机油。参考第 7 节中的步骤 007-037。
- 拆下缸盖。参考第 2 节中的步骤 002-004。
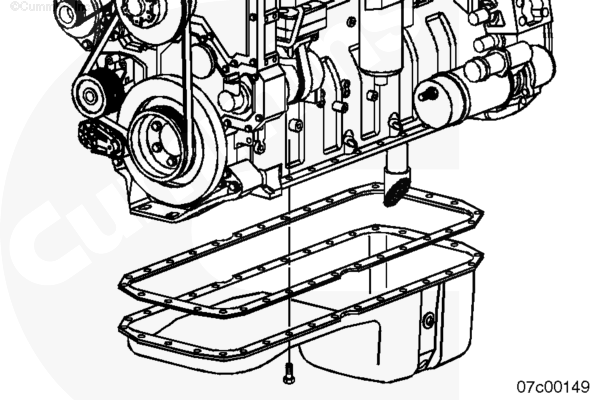
- 拆下油底壳。参考第 7 节中的步骤 007-025。
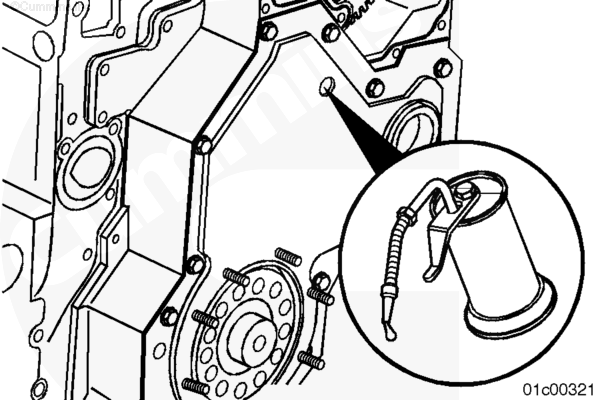
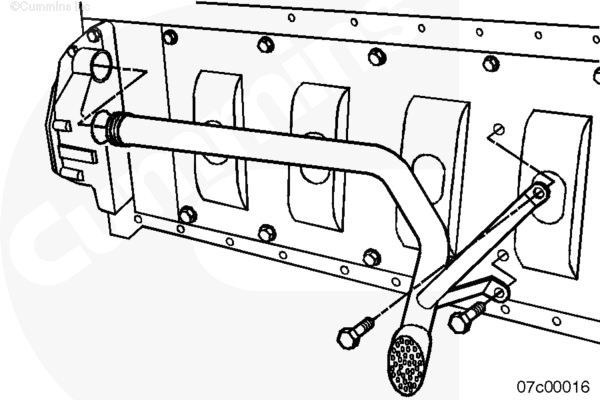
- 拆下机油吸油管。参考第 7 节中的步骤 007-035。
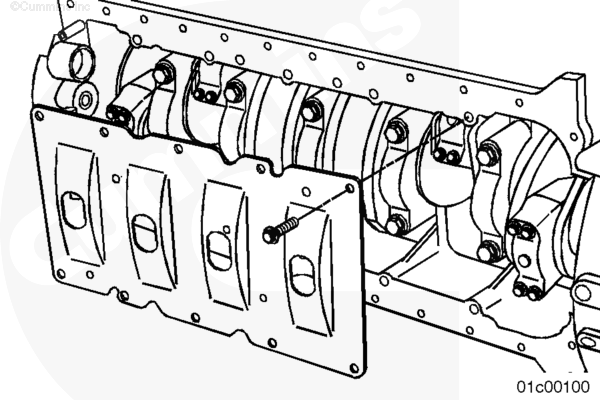
- 拆下缸体加强板。参考第 1 节中的步骤 001-089。
- 拆下活塞冷却喷嘴。参考第 1 节中的步骤 001-046。
- 拆卸活塞和连杆总成。参考第 1 节中的步骤 001-054。
初始检查
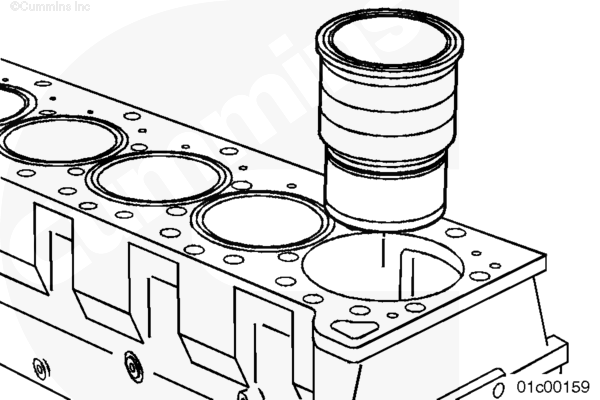
本修理步骤描述了利用沉孔台阶切削工具组件(零件号 2892436)对缸套进行机加工的方法。此工具设计用来执行轻微的清理切削。
此步骤可以在底盘内外进行。

应当检查和确认缸套突出量。参考第 1 节中的步骤 001-028。
拆下正在切削气缸的缸套。参考第 1 节中的步骤 001-028。
参考缸套沉孔台阶继续使用指南,公告号 4383753,以检查沉孔台阶表面有无点蚀、磨蚀或磨损的痕迹。
如果任何气缸上出现磨蚀或磨损,必须对所有六个气缸进行机加工。
机加工
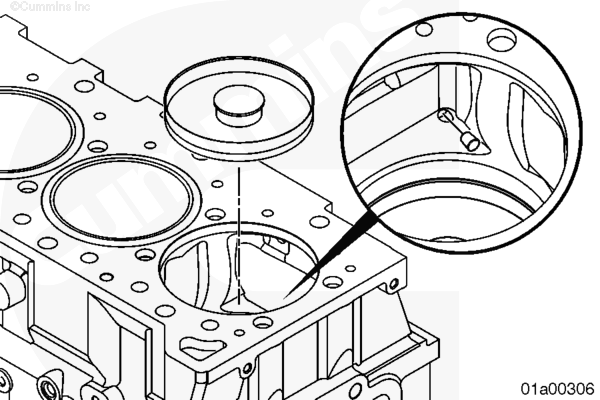
盖好曲轴并封堵所有孔道和冷却液通道,以防止机加工碎屑进入。将碎屑收集器(零件号 5296519 或 5296520,取决于缸体零件号)安装到气缸孔中。
将缸套塞(零件号 5296543)安装到未切削的相邻气缸中。
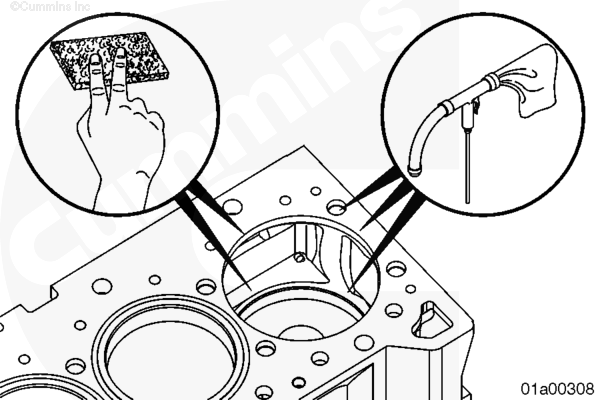
确保缸体顶面清洁无毛刺。
使用中等粒度磨石或等同物清洁缸体顶面和沉孔台阶。
真空清除缸体顶面、沉孔台阶和缸盖螺钉孔中的碎屑。
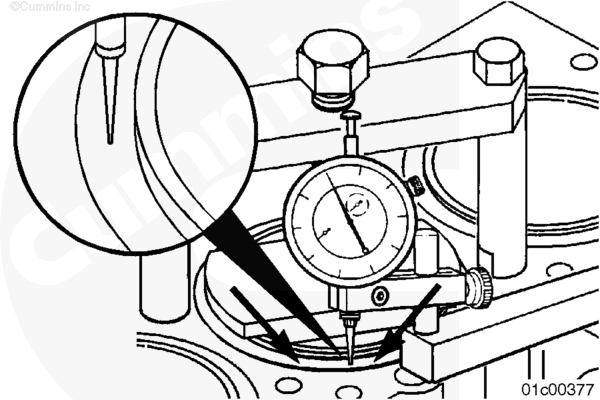
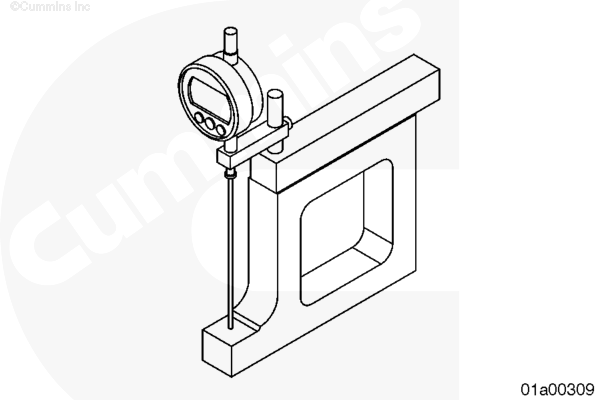
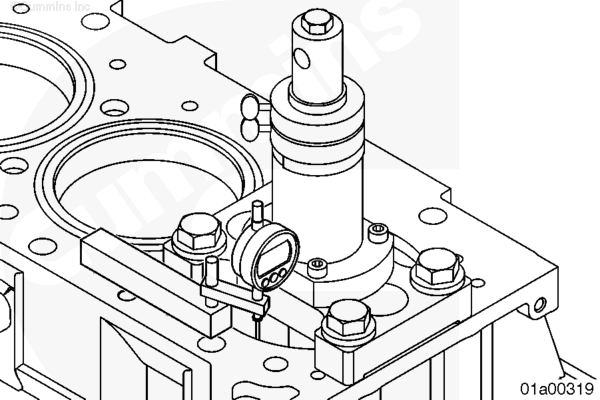
利用标准仪表工具(零件号 2892460)将沉孔深度千分表(零件号 3164438)归零。
这样可将千分表设定到气缸顶面至沉孔台阶 120 mm [4.724 in] 的初始机加工深度。
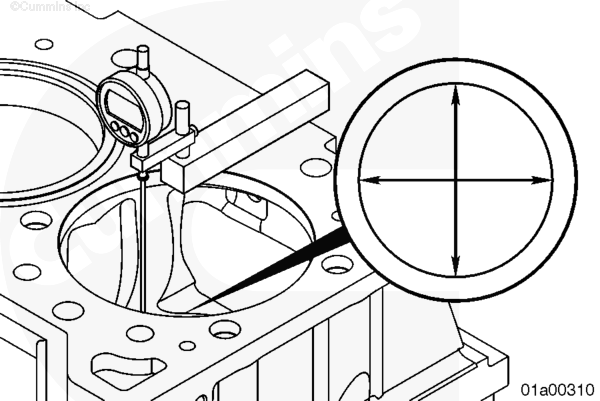
以十字交叉方式在四个位置测量沉孔台阶,并标记出最低的点。用最高点的值减去最低点的值。这是为使沉孔台阶周围平整而需机加工清除掉的最小量。
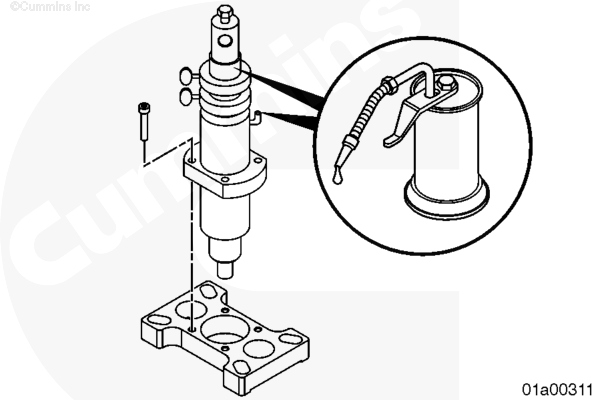
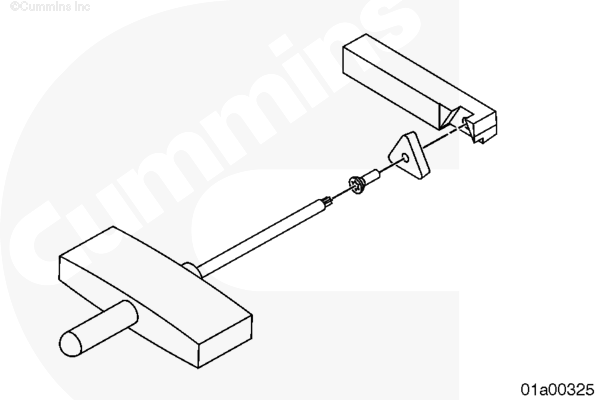
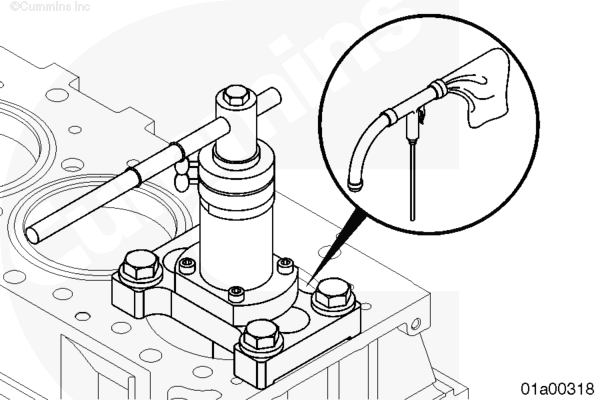
使用 30W 无清洁剂机油润滑沉孔驱动装置(零件号 3163785)。在油罐中加注 30W 机油,以便在沉孔台阶机加工过程中保持对沉孔驱动装置的润滑。利用提供的四个六角键螺钉将底板(零件号 2892423)组装到沉孔驱动装置上,并以交叉方式拧紧。
CAUTION
确保沉孔刀头的正确安装。安装不当会导致刀头损坏。
将刀盘总成(零件号 5296533)安装到沉孔驱动装置上。利用刀盘固定器牢固拧紧。刀盘侧面的小孔用来安装固定器。
将刀盘总成(零件号 5296533)安装到沉孔驱动装置上。利用刀盘固定器牢固拧紧。刀盘侧面的小孔用来安装固定器。定位刀头镶圈,从而使带锥度的一边面向刀头。将刀头螺钉装入刀头镶圈的中心。刀头镶圈经过机加工,以便使刀头螺钉完全凹进。使用随附的切削刀头扳手拧紧螺钉,直到镶圈完全座入切削刀头。松开螺钉后重新拧紧,直到镶圈四周和刀头间没有可见气隙。
将刀头(零件号 5296531)装入刀盘中。安装刀头时,从刀盘底部观看,零件号必须面向左侧,而切削刃面向左侧。确保刀头的正确安装,安装不当会导致刀头损坏。
利用提供的内六角扳手完全收回刀头。确保刀头可以自由伸出和收回。
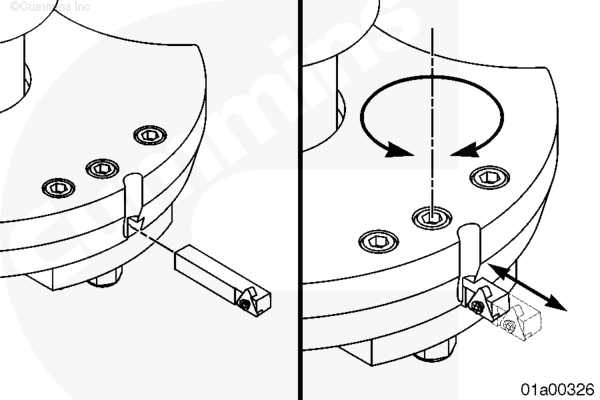
逆时针向后转动上部深度设定套环和下部深度设定套环,将沉孔台阶切削工具装置放置到缸孔中。
这将使沉孔台阶刀盘下降,并自动座到沉孔台阶中心上。
必须小心核实沉孔台阶切削工具的基座板在缸体顶面上放平,并且刀盘位于沉孔台阶的中心位置而不会发生侧向移动。
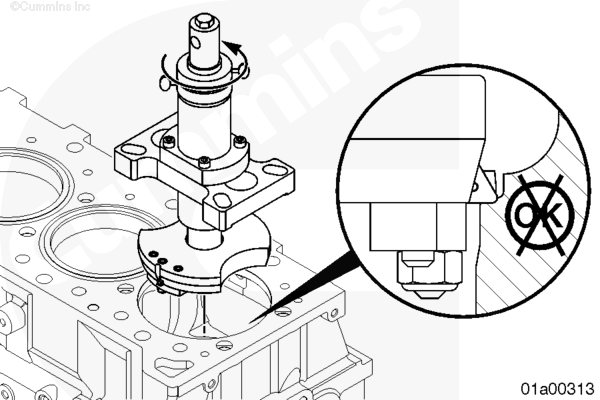
利用随刀具一起提供的螺钉、专用垫圈和隔套将底板固定到缸体上。需要利用发动机机油润滑螺钉,用手安装拧紧,然后再以交叉方式拧紧。
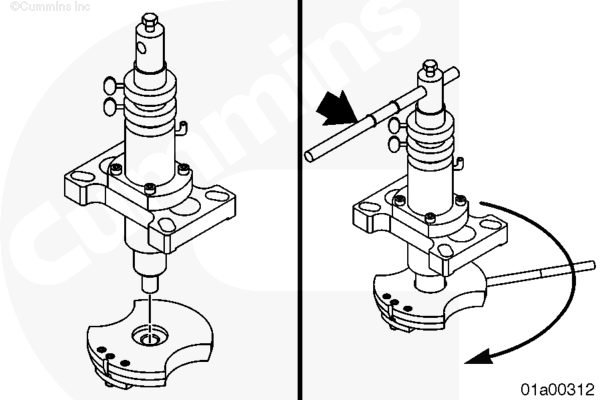
将 T 形手柄安装到沉孔台阶切削装置上,并顺时针旋转调整下限位环 0.127 mm [0.005 in] (限位环上的每个刻度为 0.025 mm [0.001 in]),以使切割盘抬离沉孔台阶,并顺时针旋转工具。不应与沉孔台阶接触。
注 : 如果没有足够的间隙,1/2 in. 棘轮扳手和 15/16 in. 套筒可用于替代 T 形手柄,进行沉孔驱动装置旋转。
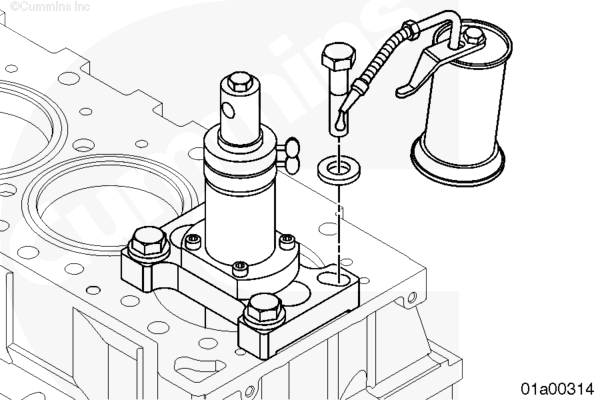
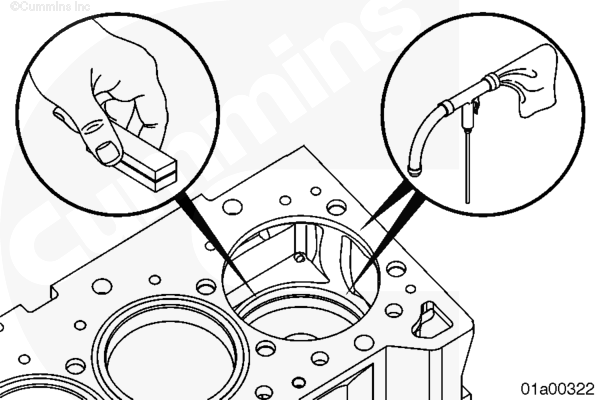
通过抓住 T 形手柄并向上拉动来升起沉孔台阶刀具。
将深度设定套环(C 形隔套)装到深度设定套环下方并降下刀具,直到它接触深度设定套环。
CAUTION
确保刀头不会接触沉孔台阶中加工出的平台。在机加工中,如果刀头接触台阶,会造成缸体损坏。
将 0.812 mm [0.032 in] 的塞尺安装到沉孔台阶和刀头之间。这将确保切削刀头不会与沉孔台阶上机加工出的台阶接触。
用六角扳手拉伸安装在摩擦螺钉中的刀头,直至刀头与塞尺接触。通过使用六角扳手拧紧两个刀头压紧螺钉锁住刀头。
放置 T 形手柄,使手柄长端紧挨刀头上方或者尽可能地接近。不用保证手柄长端与切削刀头对齐。
注 : 如果没有足够的间隙,1/2 in. 棘轮扳手和 15/16 in. 套筒可用于替代 T 形手柄,进行沉孔驱动装置旋转。棘轮扳手手柄初始位置应在刀头正上方,或尽可能接近其后面。
将沉孔台阶切削装置顺时针转动 360 度。可能会听到轻微的声响。
逆时针旋转调整下深度设定套环使沉孔台阶切削装置降低,直到切削刀头接触到沉孔台阶。顺时针方向调整下深度设定套环,使沉孔切削工具装置升高 0.127 mm [0.005in]
用内六角扳手拧松两根切削刀头压紧螺栓,然后使刀头伸出,直到其与沉孔凸台壁接触。锁紧切削刀头。
逆时针转动调节下部深度设定套环,从而以顺时针转动沉孔台阶切削工具装置,每次转动 360 度将切削装置降低 0.025 mm (0.001 in.),直到其与沉孔台阶接触。
在切削刀头与沉孔台阶充分接触后,顺时针转动沉孔凸台切削工具装置 360 度,以清洁沉孔台阶。
注 : 如果没有足够的间隙,1/2 in. 棘轮扳手和 15/16 in. 套筒可用于替代 T 形手柄,进行沉孔驱动装置旋转。棘轮扳手手柄初始位置应在刀头正上方,或尽可能接近其后面。
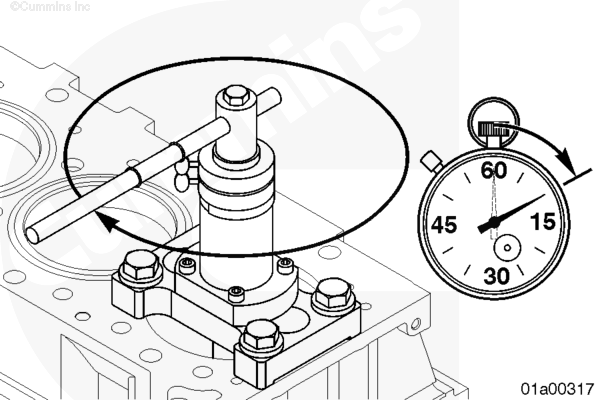
注 : 在此作业的切削过程中,必须小心保持 T 形手柄或棘轮头顶部的向下压力稳定。每转动 360 度应至少花费 10 秒。速度上的任何偏差将导致沉孔台阶上出现咔嗒声。
利用真空清除沉孔台阶上的碎屑。
利用沉孔深度千分表(零件号 3164438)测量沉孔台阶的深度。这将决定最终的切削深度。
注 : 沉孔台阶机加工不应超过 0.813 mm [0.032 in]。
逆时针调整上部深度设定套环,直到最终切削深度。
例如:如果切削 0.127 mm [0.005 in],则调整上部深度设定套环,使其接触下部深度设定套环,然后再回调 0.127 mm [0.005 in]。
逆时针调节下部深度设定套环,每次 0.025 mm (0.001 in.),直到达到最终切削深度。
调整 T 形手柄位置,使手柄长端在切削刀头正上方,然后用手柄顺时针转动沉孔台阶切削工具装置。
注 : 如果没有足够的间隙,1/2 in. 棘轮扳手和 15/16 in. 套筒可用于替代 T 形手柄,进行沉孔驱动装置旋转。棘轮扳手手柄初始位置应在刀头正上方,或尽可能接近其后面。
注 : 在此作业的切削过程中,必须小心保持 T 形手柄或棘轮头顶部的向下压力稳定。每转动 360 度应至少花费 10 秒。速度上的任何偏差将导致沉孔台阶上出现咔嗒声。
每次测量前,必须 用真空吸尘器清理沉孔台阶。
注 : 建议保留 0.025 mm [0.001 in] 的切削量,并通过执行一次最终测量来确认切削深度。
通过顺时针转动调整下部深度设定套环,以使刀盘升离沉孔台阶。
利用内六角扳手松开两条刀头压紧螺钉,并将刀头收回到刀盘中。
拆下将沉孔台阶切削装置固定到缸体顶面上的螺钉,并从发动机上拆下刀具。
清除沉孔碎屑收集器中、沉孔台阶和缸体顶面上的所有机加工碎屑。使用中等粒度磨石或等同物清洁沉孔台阶的前沿。
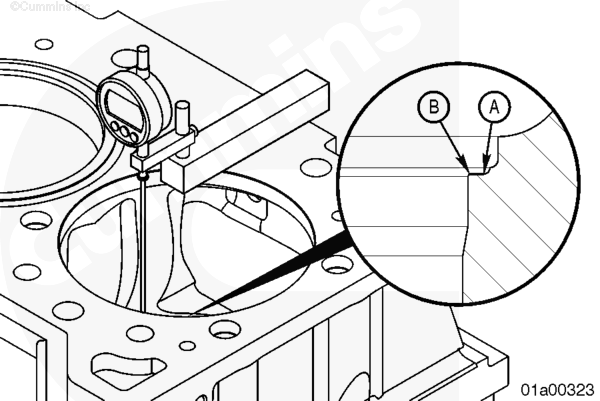
利用沉孔深度千分表(零件号 3164438)测量四个位置处的沉孔台阶深度和台阶角度。
4 个测量值之间的偏差不能大于 0.025 mm [0.001 in]。如果测量值超过了技术规范,必须再次加工沉孔台阶。
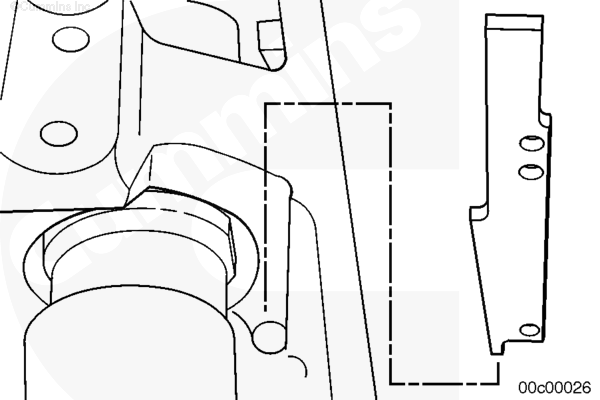
尺寸 A 应当比尺寸 B 小 0.0127 mm [0.0005 in] 或者等于尺寸 B。
拆下碎屑收集器以及所安装的任何油道或冷却液通道塞。
使用裂纹探测套件(零件号 3375432)或等同物检查沉孔座合区域有无裂纹。如果存在任何裂纹,如果提供一个更厚的垫片,缸体沉孔台阶可能要机加工至下一个垫片厚度。
注 : 从沉孔台阶上切削掉的材料厚度不得超过当前所提供垫片的补偿能力。
| 沉孔台阶的最大机加工深度 | ||
| mm | in | |
| 0.813 | 最大 | 0.032 |
如果重新进行了沉孔台阶机加工,则利用裂纹检测组件(零件号 3375432)或等同物重新检查座合区域有无裂纹。如果裂纹依然存在,则需要更换缸体。
将硬化青铜垫片(零件号 5298564 或 5298565)装入切削完成的气缸中。
将新缸套装入切削完成的气缸中。参考第 1 节中的步骤 001-028。
需要检查和确认缸套突出量。参考第 1 节中的步骤 001-028。
最后步骤
WARNING
蓄电池可能有易爆性气体逸出。为降低人身伤害的可能性,在维护蓄电池前,必须保持发动机舱通风良好。为了降低产生电弧的可能性,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
- 安装活塞和连杆总成。参考第 1 节中的步骤 001-054。
- 安装活塞冷却喷嘴。参考第 1 节中的步骤 001-046。
- 安装缸体加强板。参考第 1 节中的步骤 001-089。
- 安装机油吸油管。参考第 7 节中的步骤 007-035。
- 安装油底壳。参考第 7 节中的步骤 007-025。
- 安装缸盖。参考第 2 节中的步骤 002-004。
- 加注冷却系统。参考第 8 节中的步骤 008-018。
- 向发动机加注机油。参考第 7 节中的步骤 007-037。
- 连接蓄电池。参见设备制造商维修信息。
- 运转发动机,检查有无泄漏。
概述
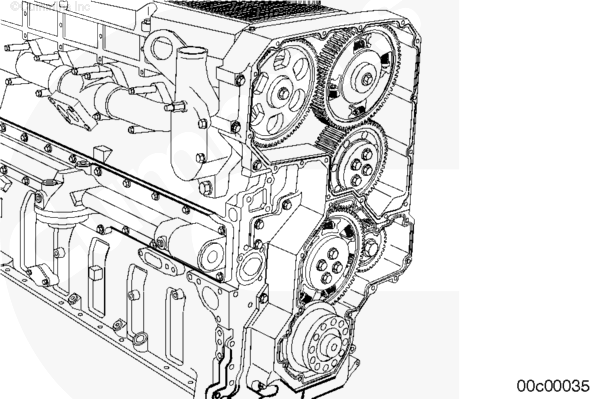
前齿轮总成配置
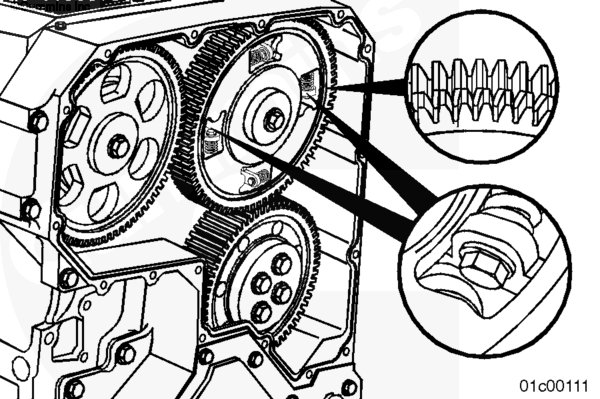
在 Signature™、ISX 和 QSX15 发动机上目前采用的是两个前齿轮系组。Signature™、ISX3、ISX2 和 QSX15 下惰齿轮和喷油器凸轮轴齿轮采用的是剪式齿轮。ISX1 的惰轮位置没有使用剪式齿轮。
只有 1999 年 1 月到 2000 年 2 月期间制造的 ISX2 发动机的下惰齿轮才采用剪式齿轮。喷油器凸轮轴齿轮是一种直齿圆柱齿轮,类似于 ISX1。2000 年 1 月后生产的 ISX2 的凸轮轴和下惰轮都有剪式齿轮。
此步骤描述了不同齿轮组的拆卸、检查和安装。
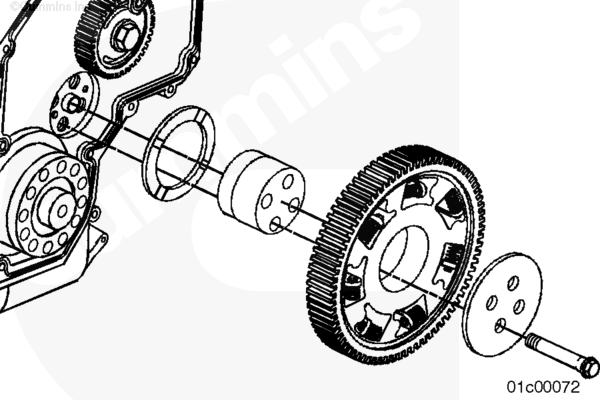
不带剪式齿轮的前齿轮总成
图示为从左到右、从上到下的视图。
- 气门凸轮轴齿轮
- 喷油器凸轮轴齿轮
- 可调整惰齿轮
- 下惰齿轮
- 附件齿轮
- 曲轴齿轮
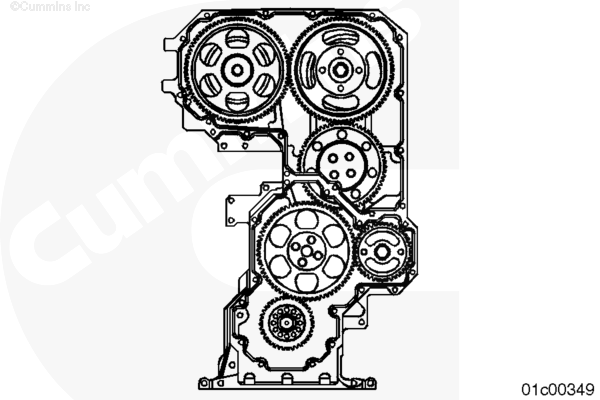
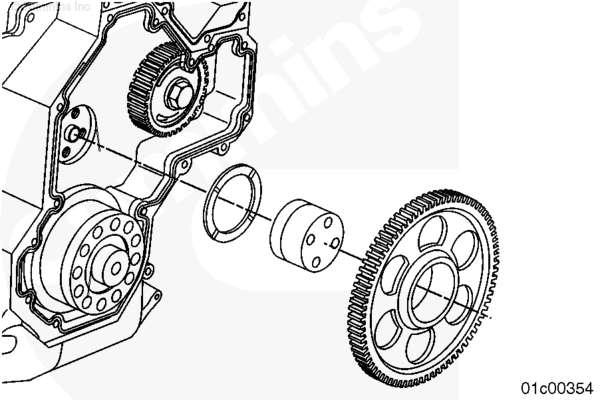
带剪式齿轮的前齿轮总成
图示为从左到右、从上到下的视图。
- 气门凸轮轴齿轮
- 喷油器凸轮轴剪式齿轮
- 可调整惰齿轮
- 下剪式惰轮
- 附件齿轮
- 曲轴齿轮
剪式齿轮定义
WARNING
未阅读概念齿轮说明前,不要试图拆卸任何齿轮。不遵循指导将导致严重的人身伤害或发动机损坏。
下列术语描述了剪式齿轮的拆卸、安装和运转状况。
卸载
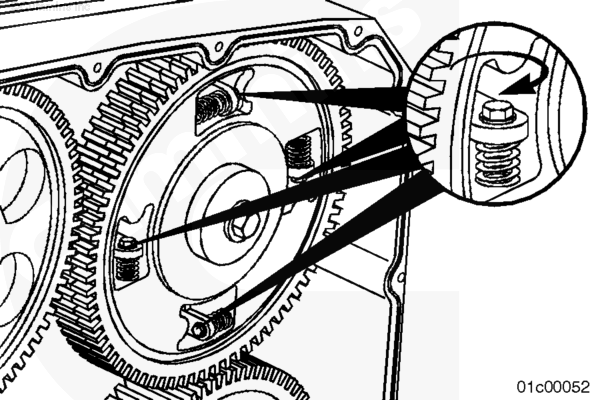
- 在拆卸、安装和设定齿轮侧隙时应卸载齿轮。
拧松 2 根齿轮调节螺钉,将齿轮卸载,直至齿轮轮齿对正。
在设定齿轮侧隙时应加载剪式惰齿轮。
加载
- 齿轮轮齿被加载(起作用),并且延伸到配合齿轮轮齿之间。
拧紧所有调整螺钉加载齿轮。齿轮轮齿将会相互传动,并且不会感到气门凸轮轴齿轮的移动。齿轮将会在发动机运转状态下加载。
初始检查
注 : 采用以下步骤检查基本发动机正时。
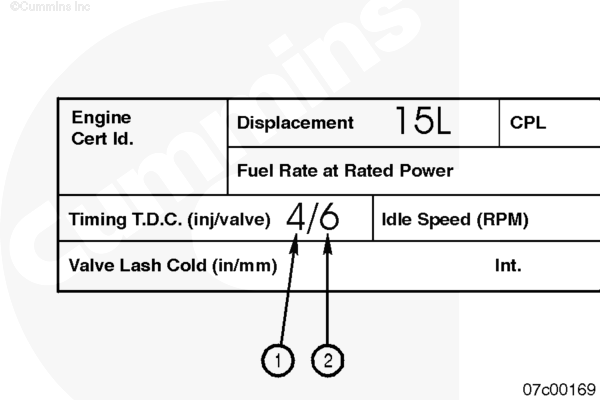
正时楔:
正时代码位于发动机铭牌上。
- 第 1 位数字 - 喷油器正时楔
- 第 2 位数字 - 气门正时楔
如果发动机铭牌丢失,应当订购新铭牌。对于丢失铭牌的发动机来说,采用以下步骤识别正时代码。参考第 V 节中的步骤 850-029。
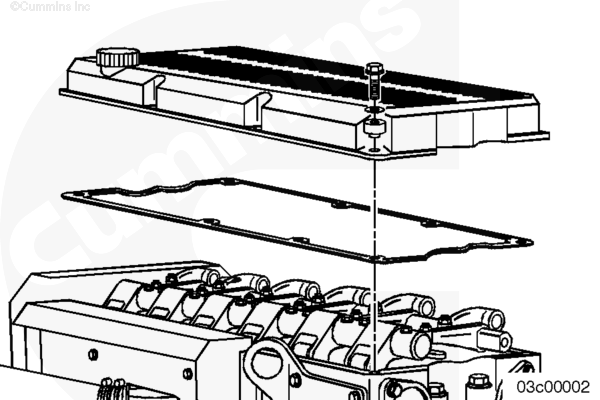
拆下摇臂室盖。参考第 3 节中的步骤 003-011。
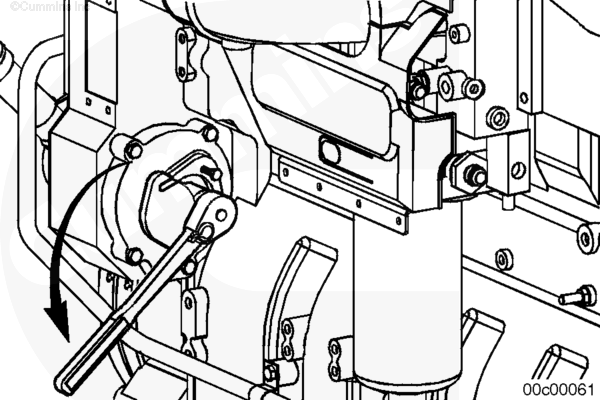
注 : 如果发动机配备有空气压缩机,则使用此步骤:
从下部齿轮室盖上拆下机油加注管接头。
在空气压缩机驱动装置中插入一个 3/4 英寸的棘轮扳手和加长杆。
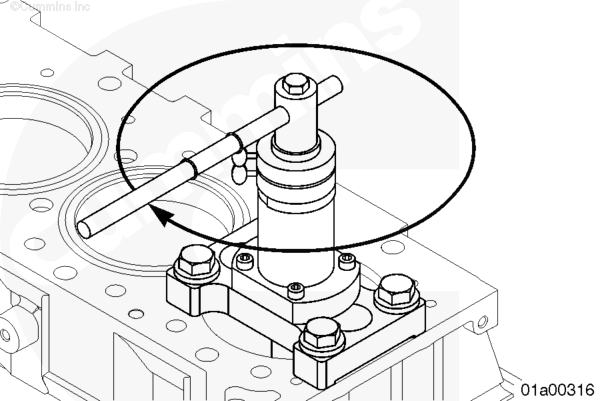
顺时针转动空气压缩机驱动装置(从发动机的前面看)。
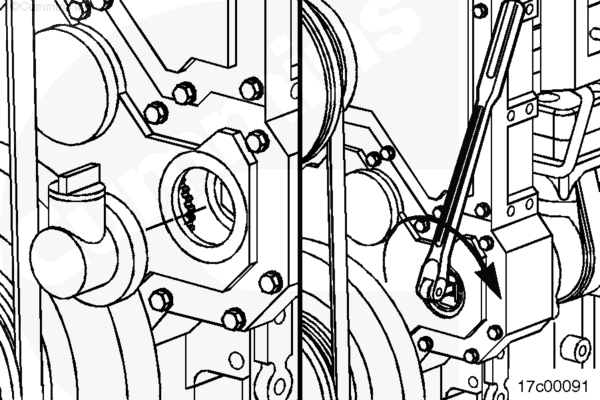
注 : 如果发动机未配备有空气压缩机,则采用此步骤:
松开盖板螺钉并旋转盖或拆下机油加注管(如果配备)。
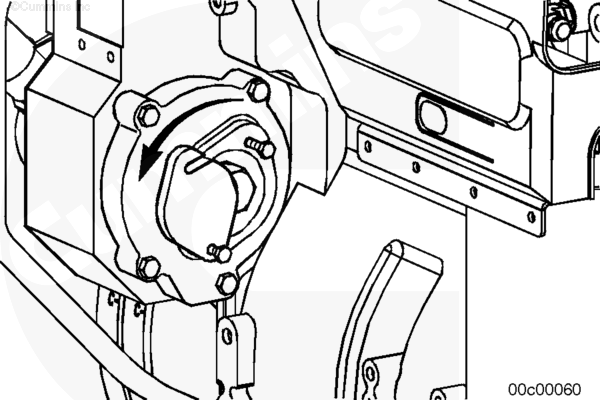
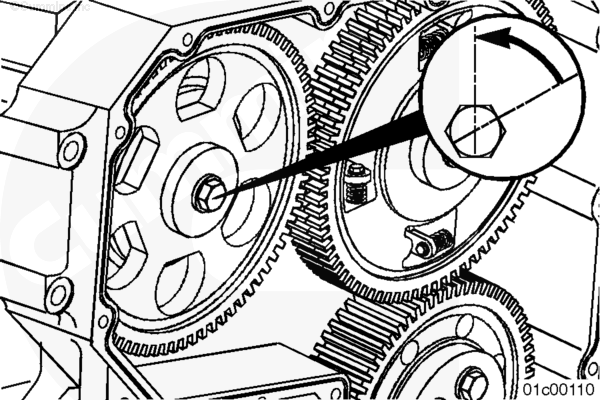
利用 1½ 英寸的套筒推入盘车齿轮,使齿轮啮合。通过转动盘车适配器盘动发动机。
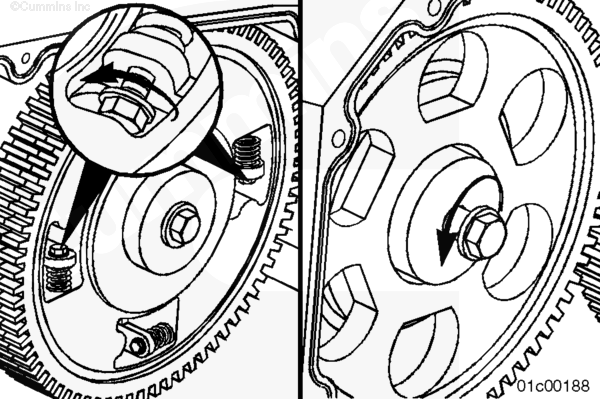
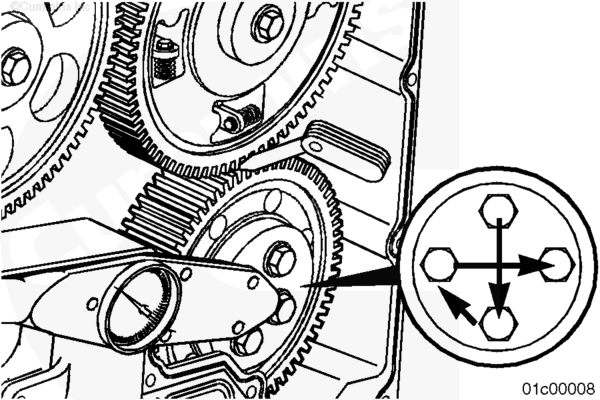
顺时针转动曲轴,直至发动机减振器外径上的“插入锁销”标记与齿轮室上的标记对正。
注:QSK15发动机配置了双减震器。曲轴锁销标记位于离发动机最近的减振器上。

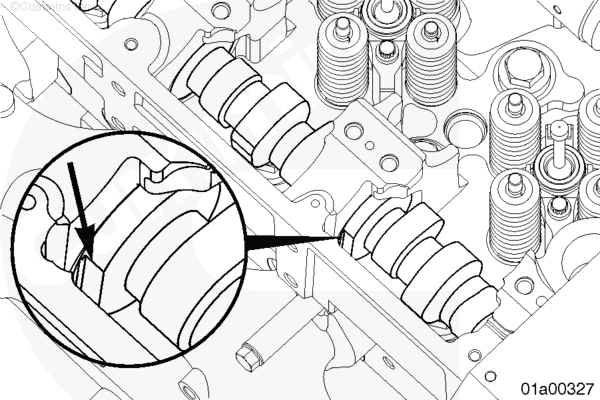
确认从上面看去,可以看到凸轮轴的楔块平面。
如果楔块平面在处于“插入锁销”位置时不可见,则发动机未处于正时冲程(在 1 号气缸压缩冲程执行正时)。转动曲轴 360 度。这样可以使凸轮轴的方位改变 180 度,并且从上面可以看到楔块平面。这表明 1 号气缸处于压缩冲程。
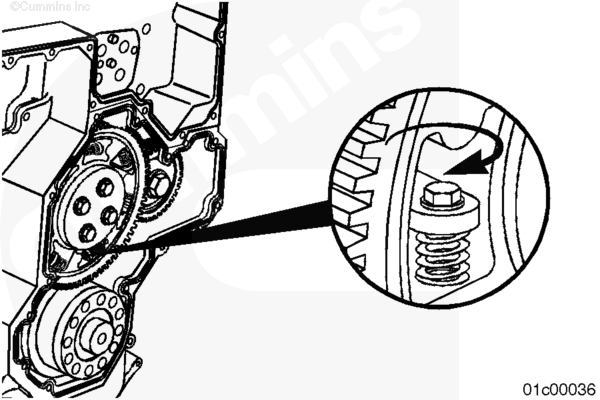
从正时销凸台上拆下螺塞。
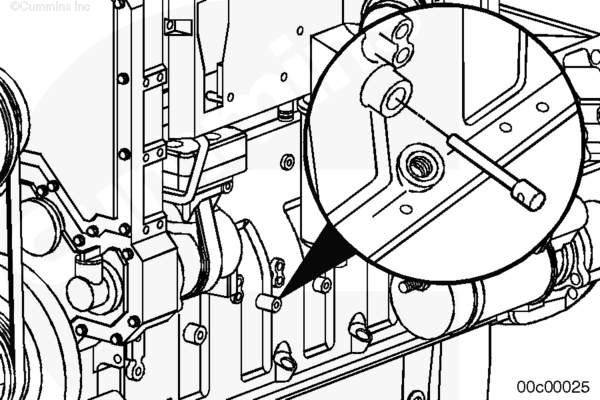
用曲轴锁销(零件号 3163020)将曲轴锁定在该位置。
销必须处于良好状态;没有弯曲,呈现蘑菇状、椭圆状等。
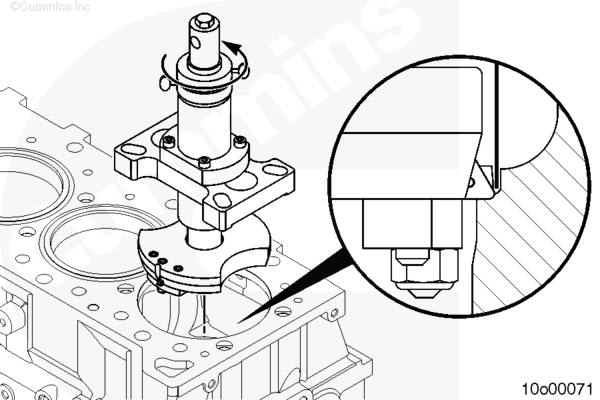
安装正确时,正时销上的色带将与缸体上的正时销凸台表面对齐。
如果从缸体外侧能完全看见绿色带,或者根本看不见,说明锁销没有正确座入曲轴缺口内。
CAUTION
不要将楔块强推到位。否则会损坏部件。用手安装楔块。
插入铭牌上列出的正时楔块。楔块必须处于良好状态,具有平滑的平面和脊线。使用损坏的楔块可造成不良正时。更换磨损和损坏的楔块。
正确装配应当在楔块表面和凸轮之间或者楔块背面和缸盖之间不留有间隙。
并非所有楔块都有线条;如果楔块有线条,则线条应当与缸盖/盖轨顶部齐平。
对于装配正确的带线楔块来说,以线条位置表示的正时变化很小。
注 : 如果线条对于 CM871 发动机来说过高:
气门凸轮:不会由于此气门正时变化量而产生性能问题。应当忽略气门凸轮楔块上的线条。
喷油器凸轮:如果存在,可能需要通过实际测量正时来确定潜在的性能问题。查看发动机历史记录中有无滤清器堵塞、冒白烟等性能问题。
如果发动机具有这些问题的历史记录,并且喷油器楔块上的线条高于缸盖罩油轨,则与康明斯公司的相关技术支持部门一起讨论接下来的步骤。
注 : 如果线条对于所有其他 15L 发动机(CM871 除外)来说过高:
气门和喷油正时足以满足此正时变化量,因此应当忽略线条。
如果静态喷油正时需要进一步的测量或调整,则采用以下步骤。参考第 6 节中的步骤 006-025。
准备步骤
WARNING
蓄电池可能有易爆性气体逸出。为避免人身伤害,在维护蓄电池前,必须保持发动机舱通风良好。为了避免产生电弧,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
- 断开蓄电池。参见设备制造商维修信息。

CAUTION
在拆卸任何齿轮前,必须安装正时销和楔块并且保持原位,直到完全安装和拧紧所有齿轮。不安装正时销和楔块可造成发动机正时不当,从而导致发动机严重损坏或发动机故障。
注 : 拆卸齿轮前,执行“初始检查”部分。
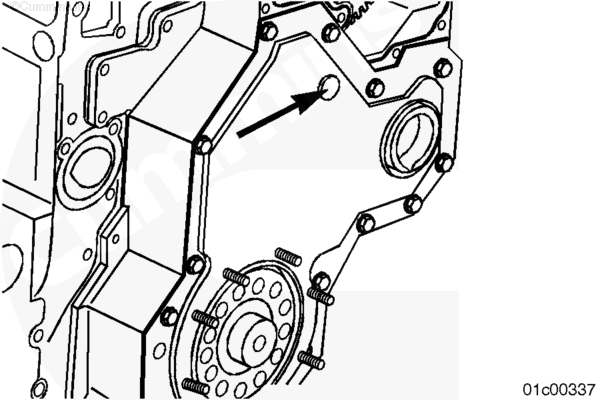
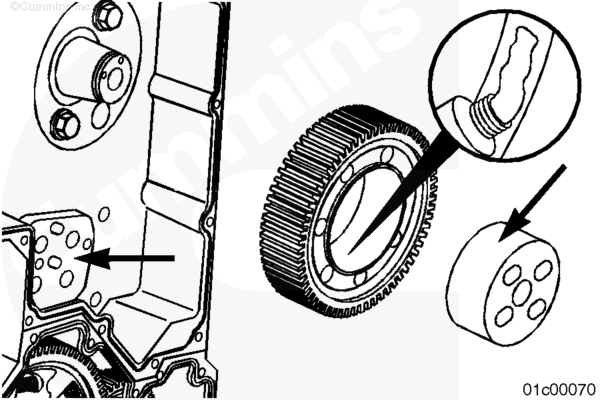
当在使用所有非剪式齿轮的发动机上设定齿轮侧隙时,无需拆卸下盖。通过检修孔可将垫片插入下非剪式惰齿轮和可调整惰齿轮之间。检修孔用塞堵密封。
这有助于将齿轮室盖塞堵从后部推出。没有必要拆卸下齿轮室盖来推出塞堵。
拆卸上部齿轮室盖。参考第 1 节中的步骤 001-079。
如果需要,拆卸下齿轮室盖。参考第 1 节中的步骤 001-080。
拆卸
气门凸轮轴齿轮
拆卸气门凸轮轴齿轮期间,必须卸载喷油器凸轮轴剪式齿轮。要卸载齿轮,必须将两根齿轮螺栓尽可能拧出,直到足以使剪式齿轮的轮齿对正。
卸载喷油器凸轮轴剪式齿轮。
松开气门凸轮轴齿轮安装螺钉和垫圈。
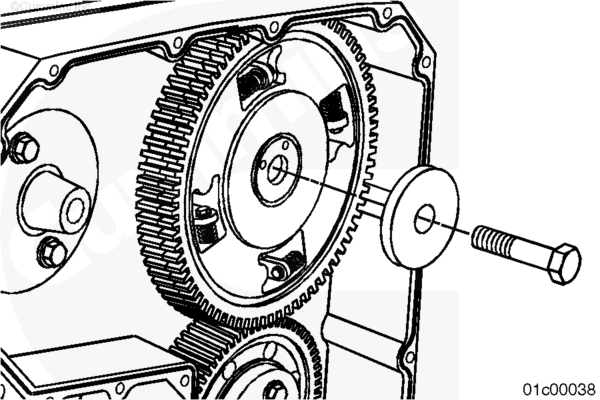
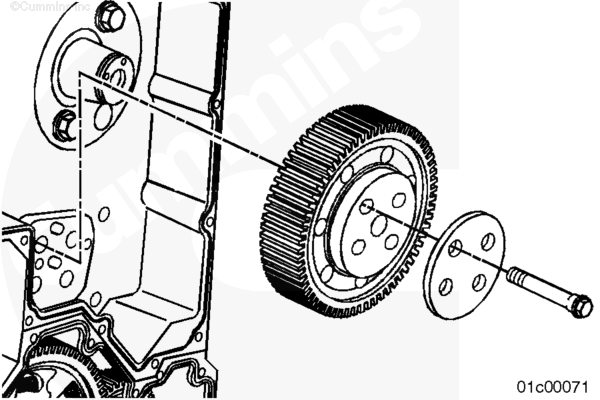
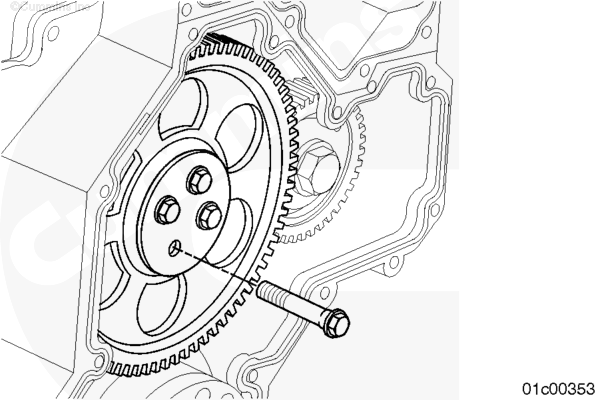
早期生产的发动机气门凸轮轴齿轮内没有配备拉拔器孔。对于没有拉拔器孔的齿轮,必须使用三爪齿轮拉拔器。喷油器和气门齿轮拉拔器(零件号 3163069)可用于有拉拔器孔的齿轮。
安装齿轮拉拔器(零件号 3163069)。
完全安装气门凸轮轴齿轮安装螺钉。
拧松螺钉两圈。
使用齿轮拉拔器,从凸轮轴前端拆下气门凸轮轴齿轮。
拆下拉拔器。
使用三爪拉拔器时,不要完全拆下凸轮轴齿轮安装螺栓。螺钉可作为安全抓手,防止齿轮冲出凸轮轴前端。
拆下气门凸轮轴齿轮安装螺钉、隔套和气门凸轮轴齿轮。
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
有些溶剂易燃并且具有毒性。使用之前,应阅读制造商的说明书。
利用不起毛的布和溶剂清除凸轮轴前端上的 Loctite™ 残留物。
喷油器凸轮轴剪式齿轮
CAUTION
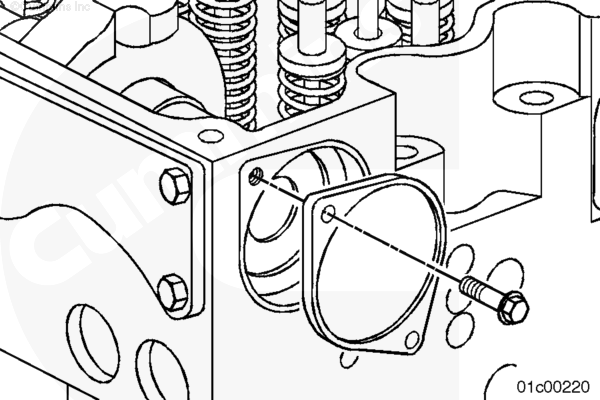
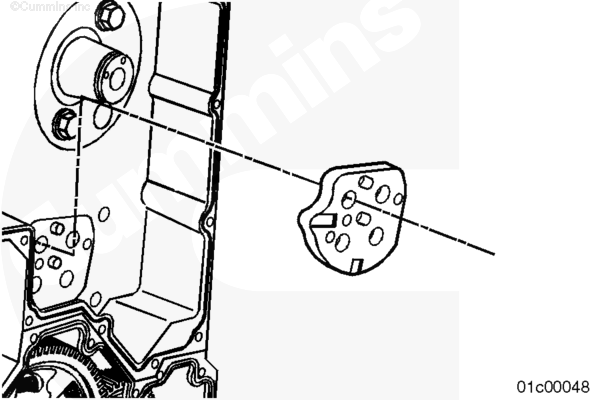
拆下喷油器凸轮轴齿轮或凸轮轴之前,先拆下喷油器凸轮轴后盖板。拆卸凸轮轴齿轮需要的力足以使凸轮轴向后运动,而造成后盖板破裂。
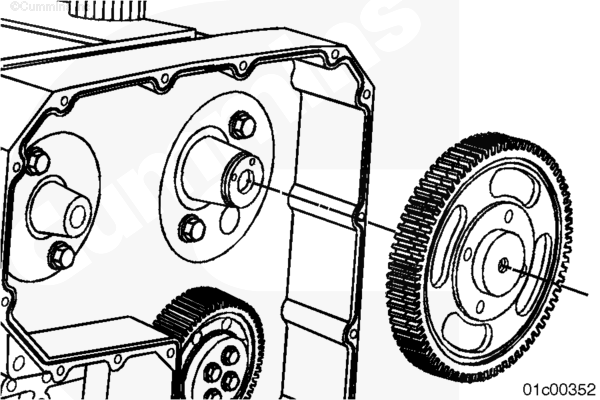
拆下喷油器凸轮轴后盖板。
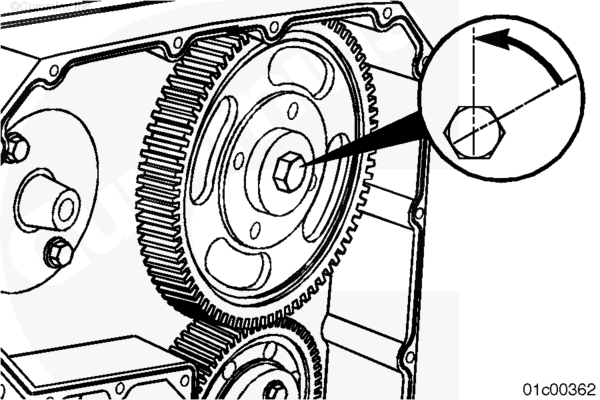
拆下喷油器凸轮轴剪式齿轮安装螺钉和垫圈。
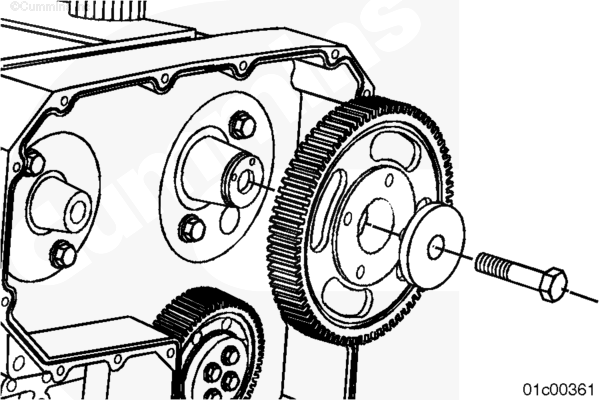
安装齿轮拉拔器(零件号 3163069)。
拧紧喷油器凸轮轴剪式齿轮安装螺钉。拧松螺钉一圈。
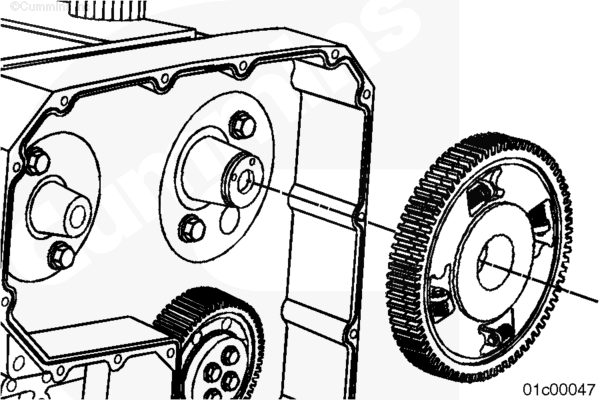
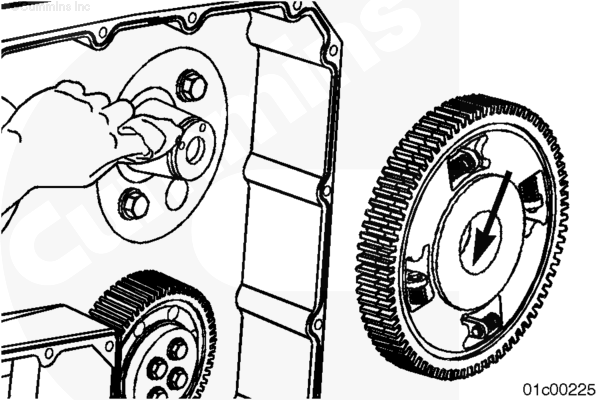
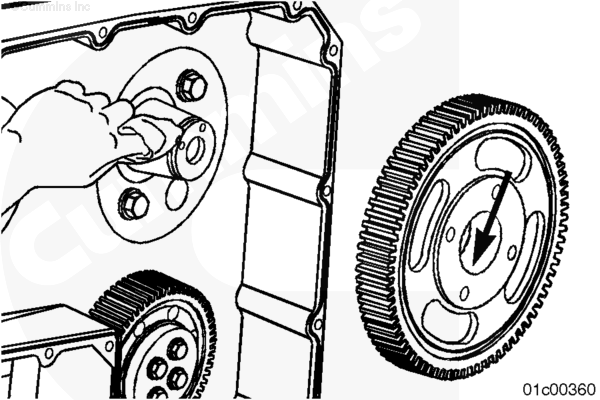
使用齿轮拉拔器,从凸轮轴锥面上拆下喷油器凸轮轴剪式齿轮。
拆下齿轮拉拔器。
拆下螺钉。
拆卸喷油器凸轮轴剪式齿轮。
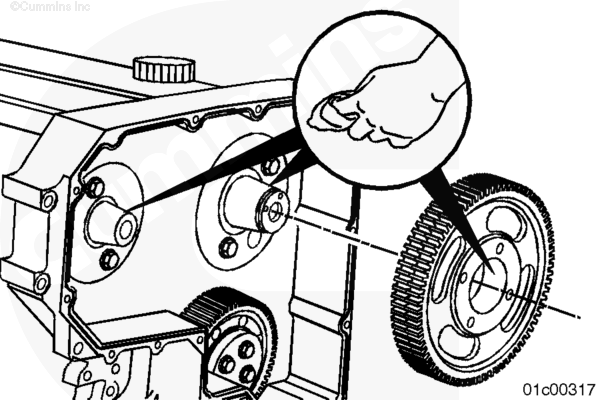
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
有些溶剂易燃并且具有毒性。使用之前,应阅读制造商的说明书。
利用不起毛的布和溶剂清除凸轮轴前端上的 Loctite™ 残留物。
喷油器凸轮轴非剪式齿轮
CAUTION
拆下喷油器凸轮轴齿轮或凸轮轴之前,先拆下喷油器凸轮轴后盖板。拆卸凸轮轴齿轮需要的力足以使凸轮轴向后运动,而造成后盖板破裂。
拆下喷油器凸轮轴后盖板。
拆下喷油器凸轮轴齿轮安装螺钉和垫圈。
安装齿轮拉拔器(零件号 3163069)。
拧紧喷油器凸轮轴齿轮安装螺钉。拧松螺钉一圈。
使用齿轮拉拔器,从凸轮轴锥面上拆下喷油器凸轮轴齿轮。
拆下齿轮拉拔器。
拆下螺钉。
拆卸喷油器凸轮轴齿轮。
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
有些溶剂易燃并且具有毒性。使用之前,应阅读制造商的说明书。
利用不起毛的布和溶剂清除凸轮轴前端上的 Loctite™ 残留物。
可调整惰齿轮
注:拆卸可调整惰轮时,可调整惰轮轴会脱开。
拆下挡板螺钉、挡板、齿轮和可调整惰轮轴。
拆下装配隔板。
下剪式惰轮
拆卸过程中必须卸载下剪式惰轮。要卸载齿轮,必须将两根齿轮螺栓尽可能拧出,直到足以使剪式齿轮的轮齿对正。
卸载下剪式惰轮。
拆卸剪式惰轮螺钉。
拆下档板、齿轮、轴和止推轴承。
下非剪式惰齿轮
拆卸非剪式惰轮螺钉和挡圈。
拆下齿轮、轴和止推轴承。
检查能否继续使用
检查所有齿轮上的轮齿是否出现穴蚀,严重磨损或断裂。
检查齿轮的拉拔器孔四周有无裂纹。
更换所有发生穴蚀、严重磨损或损坏的齿轮,并且检查配合齿轮有无相关损坏。

注 : 有两种齿轮固定垫圈:粉末金属垫圈和实心加工垫圈。粉末金属固定垫圈有一个曲面,不得继续使用。实心加工垫圈有一个平面,如果在检查期间未发现损坏可以继续使用。
检查实心加工齿轮固定垫圈有无裂纹或其他损坏。
如果发现任何损坏,更换齿轮固定垫圈。
检查下惰轮轴和可调整惰轮轴有无严重磨损。
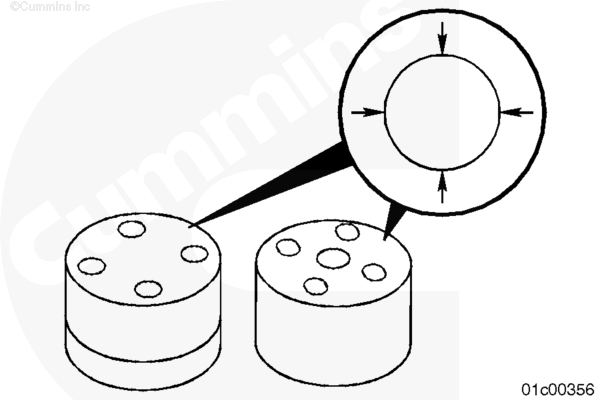
测量惰轮轴外径。
| 下惰轮轴外径 | ||
| mm | in | |
| 88.88 | 最小 | 3.4992 |
| 88.89 | 最大 | 3.4997 |
| 可调整惰轮轴外径 | ||
| mm | in | |
| 88.88 | 最小 | 3.4992 |
| 88.89 | 最大 | 3.4997 |
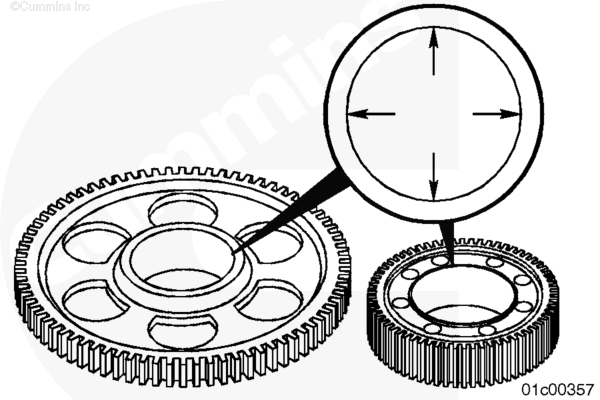
检查下惰轮轴孔和可调整惰齿轮轴孔有无严重磨损。
测量下惰轮内径和可调整惰齿轮孔。
注 : :如果必须更换齿轮衬套,建议购买组装好的齿轮和衬套。可提供单独的齿轮衬套,但在安装到齿轮中时需要对内径进行最终机加工。
| 下部惰轮内径 | ||
| mm | in | |
| 88.962 | 最小 | 3.5024 |
| 88.988 | 最大 | 3.5035 |
| 可调整惰轮孔内径 | ||
| mm | in | |
| 88.962 | 最小 | 3.5024 |
| 88.988 | 最大 | 3.5035 |
检查止推轴承有无穴蚀、开裂、擦伤、不均匀磨损或其他损伤。如果发现损坏,更换止推轴承并检查相应齿轮。
安装
如果拆下,则安装喷油器凸轮轴和气门凸轮轴后盖板。
根据“初始检查”部分内的说明确认安装和正确装配了正确的楔块。
下剪式惰轮
安装过程中必须卸载下剪式惰轮。要卸载齿轮,必须将两根齿轮螺栓尽可能拧出,直到足以使剪式齿轮的轮齿对正。
在止推轴承、轴和下部剪式惰轮上涂抹 Lubriplate ™。
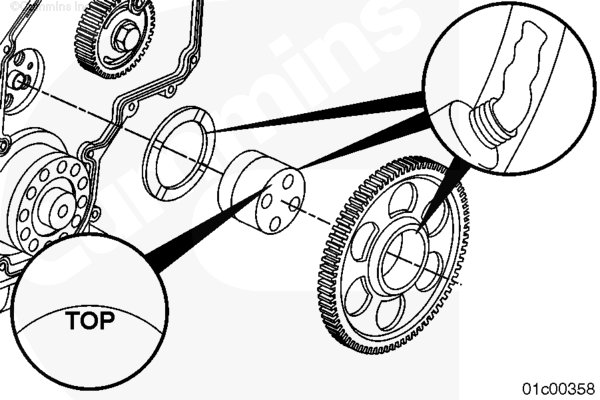
安装止推轴承、轴和下剪式惰轮。安装轴时,“TOP”(顶部)字样(印在轴端)必须朝向发动机顶部。
齿轮挡板上的槽朝向剪式齿轮。
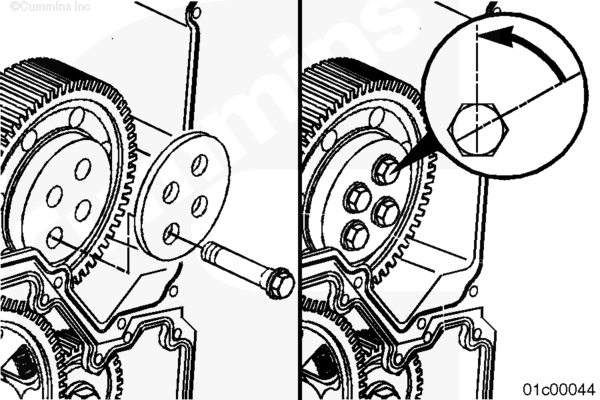
安装挡板和螺钉。
按星形方式拧紧所有螺钉。
-
1. 30 n•m [ 22 ft-lb ]
-
2. 用以上相同的次序再旋转每根螺钉60°角。
CAUTION
确保所有剪式齿轮螺钉拧紧到合适的扭矩,保证发动机运转期间不松开。否则会引起发动机严重损坏。
拧紧所有齿轮螺栓,使喷油器下剪式惰齿轮加载。
下非剪式惰齿轮
将 Lubriplate™ 涂抹在止推轴承、轴和下部非剪式惰齿轮上。
安装止推轴承、轴和下非剪式惰齿轮。安装轴时,“TOP”(顶部)字样(印在轴端)必须朝向发动机顶部。
齿轮挡板上的槽朝向剪式齿轮。
安装挡板和螺钉。
按星形方式拧紧所有螺钉。
-
1. 30 n•m [ 22 ft-lb ]
-
2. 用以上相同的次序再旋转每根螺钉60°角。
可调整惰齿轮
注:将隔板用 2 个标准销定位到缸体上。
安装装配隔板。
将 Lubriplate™ 涂抹到隔圈、轴和可调整惰齿轮上。
可以将轴安装到不同的方位;但这样就不可能正确设置齿轮侧隙。
安装隔圈、轴和可调整惰齿轮。安装轴时,“TOP”(顶部)字样(印在轴的正面)必须朝向发动机顶部。
齿轮挡板上的槽朝向齿轮。
可调整惰齿轮采用松驰安装,因为在稍后的正时过程中,它将移动到其最终位置。
安装挡板和螺钉。用手拧紧螺钉,然后拧松螺钉“一道”,即 60 度。
喷油器凸轮轴剪式齿轮
CAUTION
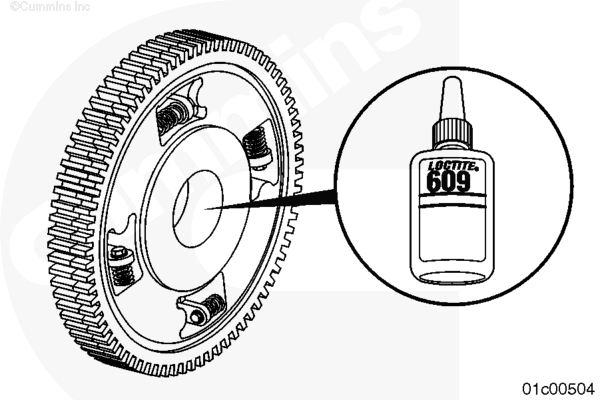
安装前,喷油器凸轮轴前端和喷油器凸轮轴剪式齿轮必须保证清洁、干燥。利用干净、不起毛的布擦拭锥面,并且在凸轮轴齿轮的内径上涂抹薄薄的一层 Loctite™ 609(零件号 3823718)。组装前,注意不要使机油污染接头,否则可能会导致发动机损坏。
安装过程中必须卸载喷油器凸轮轴剪式齿轮。要卸载齿轮,必须将两根齿轮螺栓尽可能拧出,直到足以使剪式齿轮的轮齿对正。
将一薄层 Loctite™ 609(零件号 3823718)涂敷在凸轮轴齿轮的内径上。
CAUTION
有两种齿轮固定垫圈:粉末金属垫圈和实心加工垫圈。粉末金属固定垫圈有一个曲面,不可继续使用。实心加工垫圈有一个平面,如果在检查期间未发现损坏可以继续使用。
喷油器凸轮轴非剪式齿轮要与凸轮轴前端锥面完全贴合。若过松,齿轮将在凸轮轴前端面上转动。
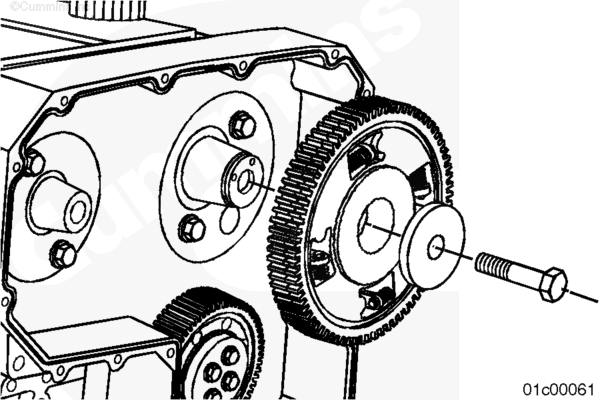
在凸轮轴前端锥面上安装喷油器凸轮轴剪式齿轮,但不要安装过紧。
喷油器凸轮轴剪式齿轮的装配垫圈直径大于气门凸轮轴装配垫圈的直径。
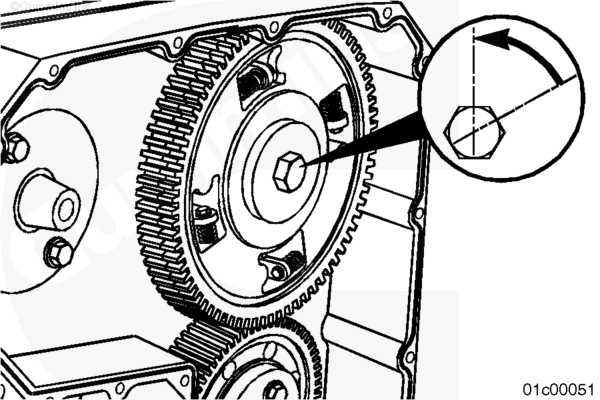
安装装配垫圈和螺钉。
用手拧紧螺钉, 然后拧松螺钉“一道”,即 60 度。
此时喷油器凸轮轴剪式齿轮仍是松安装,以便正确定位可调整惰齿轮。
不要座合齿轮。
喷油器凸轮轴非剪式齿轮
CAUTION
安装前,喷油器凸轮轴前端和喷油器凸轮轴非剪式齿轮必须保证清洁、干燥。利用干净的不起毛布擦拭锥面,并且在凸轮轴齿轮的内径上涂抹薄薄的一层 Loctite™ 609(零件号 3823718)。组装前,注意不要使机油污染接头,否则可能会导致发动机损坏。
将一薄层 Loctite™ 609(零件号 3823718)涂敷在凸轮轴齿轮的内径上。
CAUTION
粉末金属喷油器齿轮固定垫圈有一个曲面,不可继续使用,而且必须用平面实心加工固定垫圈更换。实心加工垫圈如果在检查期间未发现损坏可以继续使用。
喷油器凸轮轴非剪式齿轮要与凸轮轴前端锥面完全贴合。若过松,齿轮将在凸轮轴前端面上转动。
在凸轮轴前端锥面上安装喷油器凸轮轴非剪式齿轮,但不要安装过紧。
喷油器凸轮轴非剪式齿轮的装配垫圈直径大于气门凸轮轴装配垫圈的直径。
安装装配垫圈和螺钉。
用手拧紧螺钉, 然后拧松螺钉“一道”,即 60 度。
此时喷油器凸轮轴非剪式齿轮仍是松安装,以便将可调整惰轮完全安装好。
不要座合齿轮。
气门凸轮轴齿轮
CAUTION
安装前,气门凸轮轴前端和气门凸轮轴齿轮必须保证清洁、干燥。利用干净、不起毛的布擦拭锥面,并且在凸轮轴齿轮的内径上涂抹薄薄的一层 Loctite™ 609(零件号 3823718)。组装前,注意不要使机油污染接头,否则可能会导致发动机损坏。
将一薄层 Loctite™ 609(零件号 3823718)涂敷在凸轮轴齿轮的内径上。
气门凸轮轴齿轮要与凸轮轴前端锥面完全贴合。如果过松,齿轮将在凸轮轴前端面上转动。
在凸轮轴前端锥面上安装气门凸轮轴齿轮,但不要安装过紧。
气门凸轮轴的装配垫圈直径小于喷油器凸轮轴剪式齿轮装配垫圈的直径。
安装装配垫圈和螺钉。
用手拧紧螺钉, 然后拧松螺钉“一道”,即 60 度。
注:此时气门凸轮轴齿轮仍是松安装,以便将可调整惰轮完全安装好。
不要座合齿轮。
调整
侧隙(剪式齿轮组)
CAUTION
不要在可调整惰齿轮和下剪式惰齿轮之间设定侧隙。否则会引起发动机严重损坏。
此侧隙步骤适用于剪式喷油器凸轮轴齿轮和下惰齿轮,以及非剪式喷油器凸轮轴齿轮和剪式下惰齿轮。
进行此步骤过程中仍必须卸载喷油器凸轮轴剪式齿轮。要卸载齿轮,必须将两根齿轮螺栓尽可能拧出,直到足以使剪式齿轮的轮齿对正。
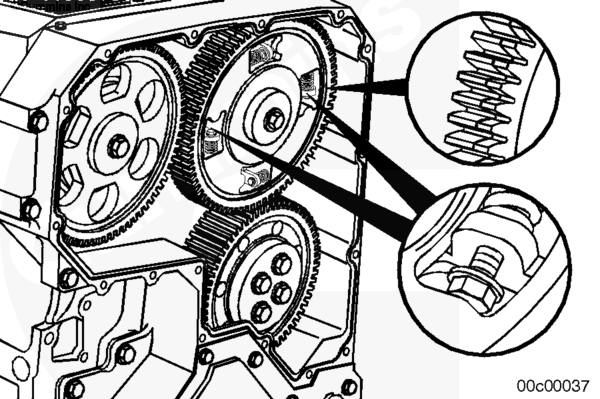
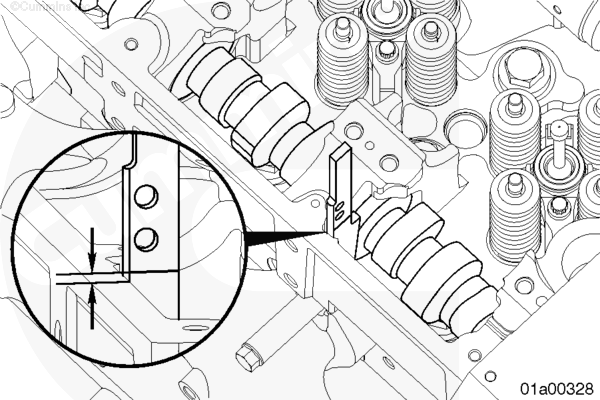
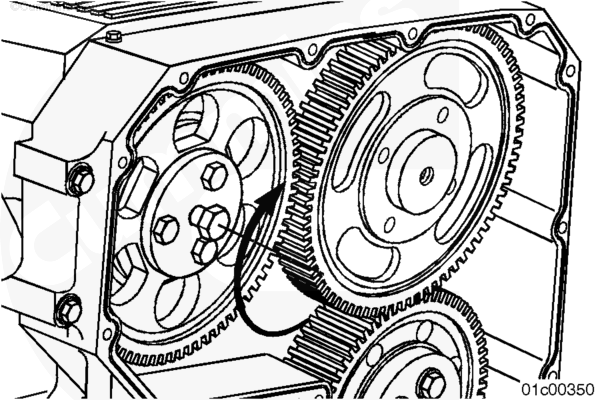
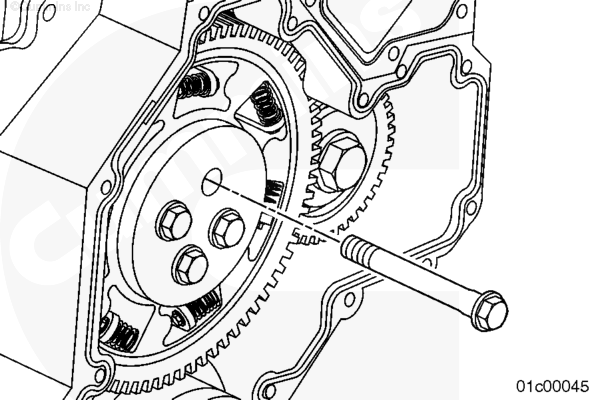
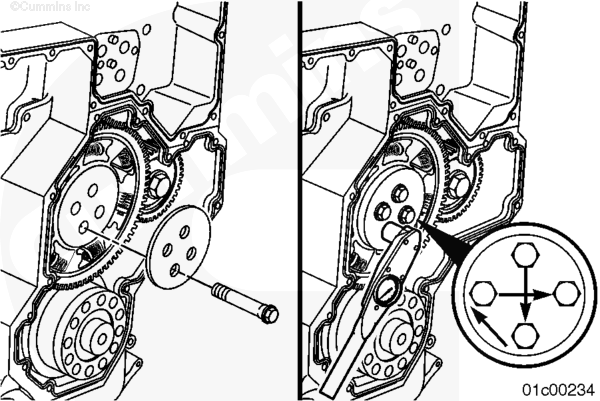
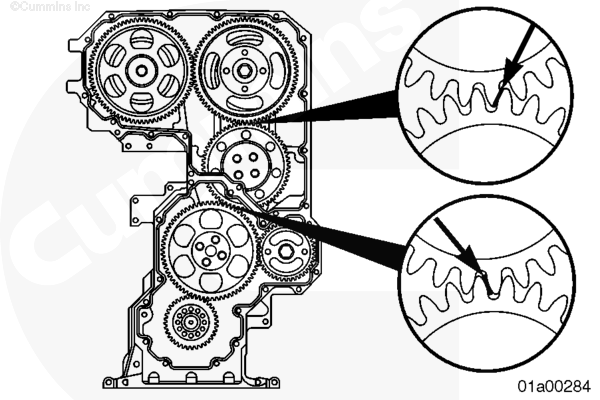
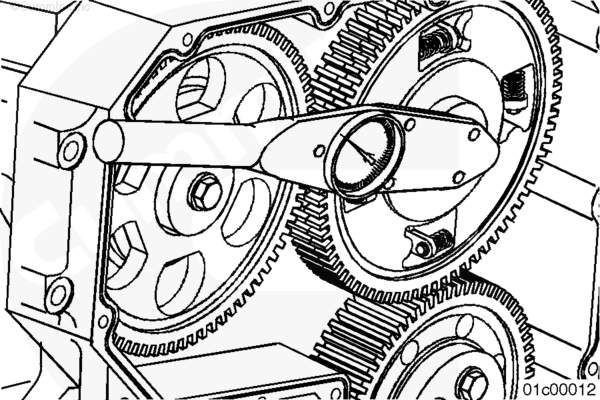
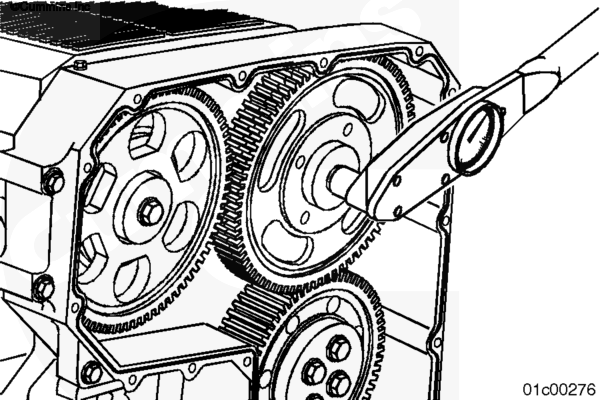
如图所示,在可调整惰齿轮和宽(后侧)喷油器凸轮轴剪式齿轮之间的齿轮啮合处插入一个垫片(0.25 mm [0.010 in])。
| 垫片公差 | ||
| mm | in | |
| 0.225 | 最小 | 0.009 |
| 0.275 | 最大 | 0.011 |
注 : 针对含有非剪式喷油器凸轮轴齿轮和剪式下惰齿轮发动机的齿轮侧隙设定步骤同样适用于使用两种剪式齿轮的发动机。
仅用手压,使可调整惰齿轮向发动机中心移动(啮合),使垫片任一侧均无间隙。
进行此步骤时,凸轮轴上的 2 个凸轮轴齿轮应有略微的旋转。
推入和拔出垫片时应感觉到轻微的阻力。
侧隙(非剪式齿轮组)
当在使用所有非剪式齿轮的发动机上设定齿轮侧隙时,无需拆卸下部前盖。通过检修孔可将垫片插入下非剪式惰齿轮和可调整惰齿轮之间。检修孔用塞堵密封。塞堵可从后侧推出,无需拆下齿轮室盖。
在拆下下齿轮室盖后将显示下列步骤。
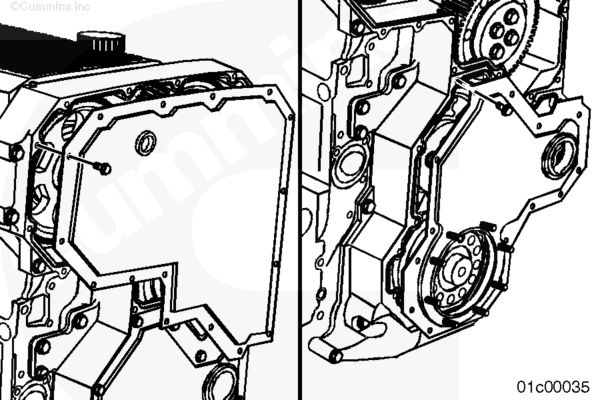
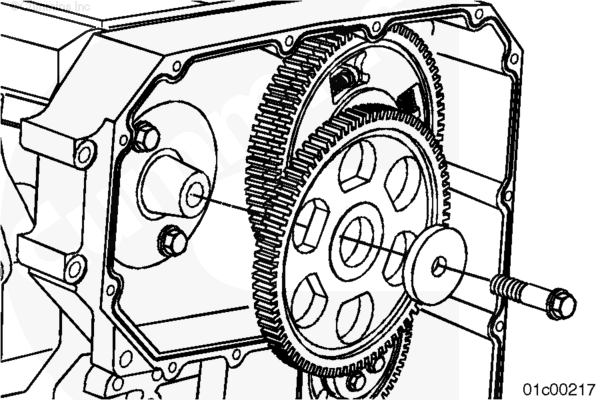
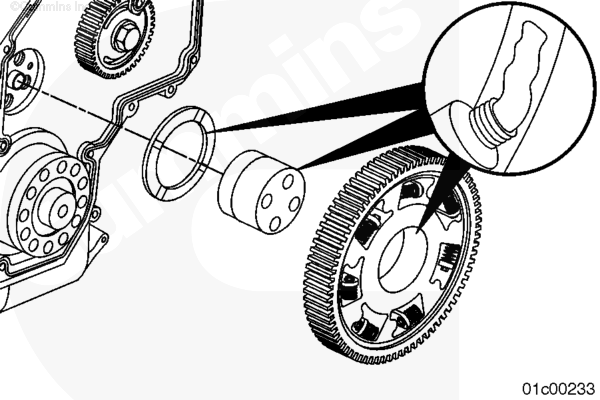
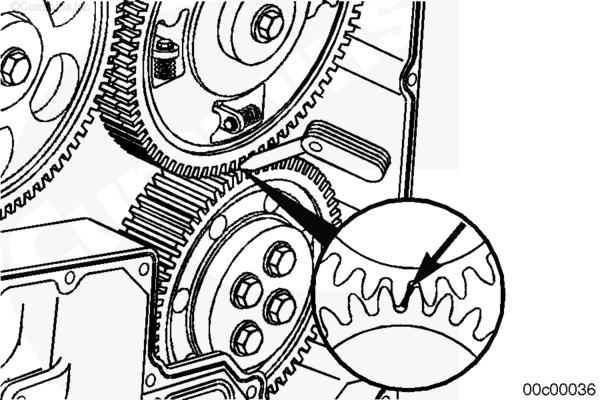
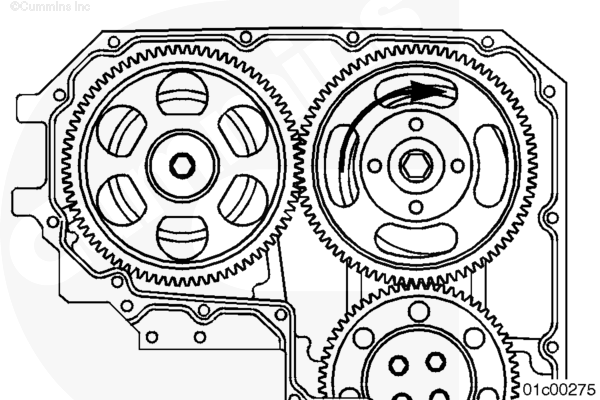
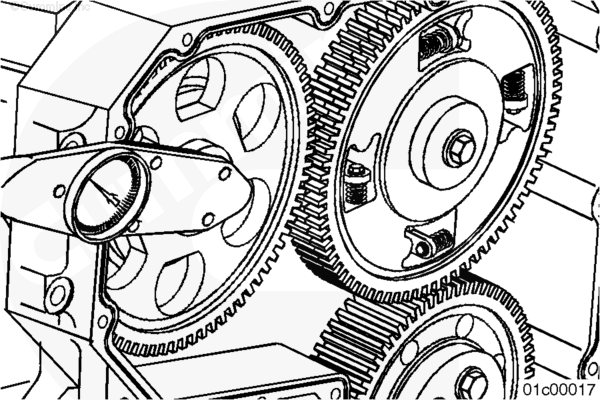
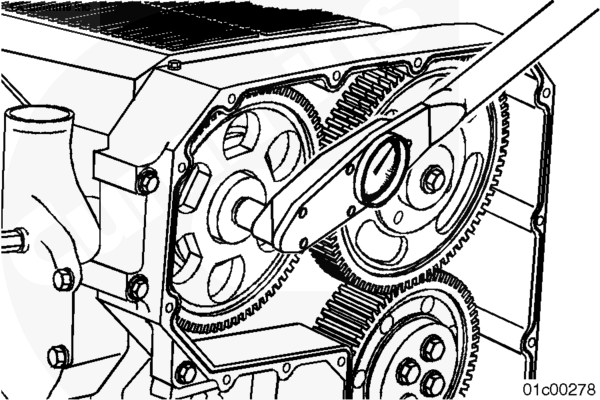
如图所示,在可调整惰齿轮和喷油器凸轮轴齿轮之间的啮合处插入 0.25 mm [0.010 in] 的垫片。
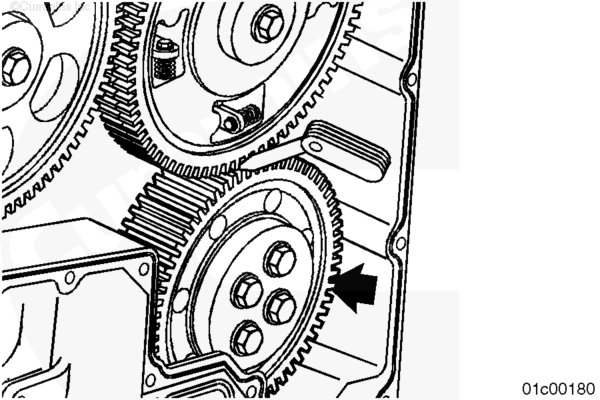
如图所示,在可调整惰齿轮和下非剪式惰齿轮之间的啮合处插入 0.25 mm [0.010 in] 的垫片。
仅用手压,移动可调整惰齿轮,以使轮齿和垫片的任一侧之间均无间隙。
进行此步骤时,凸轮轴上的 2 个凸轮轴齿轮应有略微的旋转。
推入和拔出垫片时应感觉到轻微的阻力。
可调整惰齿轮
使可调整惰轮保持在正确位置,拧紧可调整惰轮装配螺钉。
-
1. 30 n•m [ 22 ft-lb ]
-
2. 用以上相同的次序再旋转每根螺钉60°角。
取下塞尺。
喷油器凸轮轴剪式齿轮
CAUTION
确保所有剪式齿轮螺钉拧紧到合适的扭矩,保证发动机运转期间不松开。否则会引起发动机严重损坏。
拧紧所有齿轮螺栓,使喷油器凸轮轴剪式齿轮加载。
进行此步骤时,气门凸轮轴齿轮在气门凸轮轴上应有略微转动。
拧紧喷油器凸轮轴剪式齿轮固定螺钉。
-
1. 136 n•m [ 100 ft-lb ]
-
2. 额外转动 90 度
松开螺钉 360 度,并用扭矩加角度法再次拧紧。
-
1. 136 n•m [ 100 ft-lb ]
-
2. 额外转动 90 度
喷油器凸轮轴非剪式齿轮
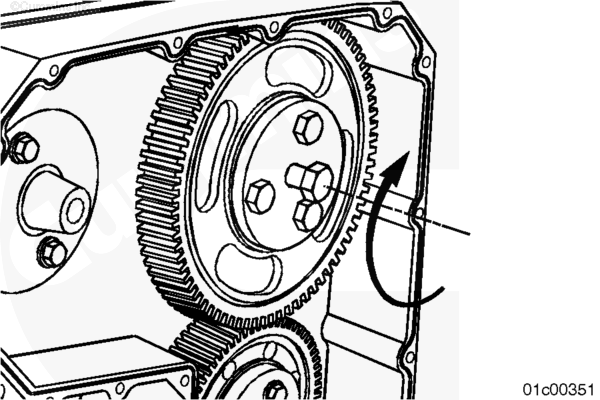
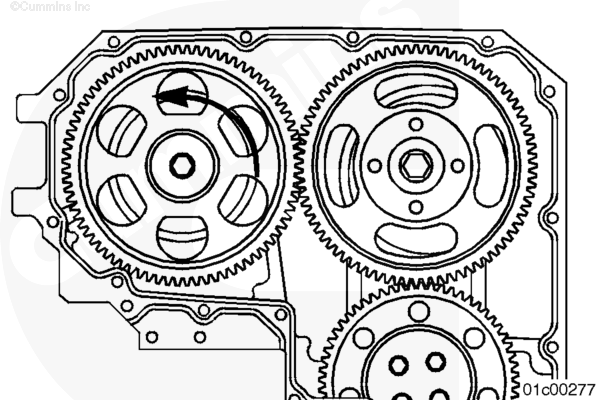
仅用手压,顺时针旋转喷油器凸轮轴齿轮,直到齿轮系无侧隙。在曲轴齿轮和喷油器凸轮轴齿轮的轮齿之间会发生接触。
拧紧喷油器凸轮轴非剪式齿轮固定螺钉。
-
1. 136 n•m [ 100 ft-lb ]
-
2. 旋转 90 度。
松开螺钉 360 度,并用扭矩加角度法再次拧紧。
-
1. 136 n•m [ 100 ft-lb ]
-
2. 旋转 90 度。
气门凸轮轴剪式齿轮
拧紧气门凸轮轴剪式齿轮固定螺钉。
气门凸轮轴非剪式齿轮
仅用手压,逆时针旋转气门凸轮轴齿轮,直到喷油器凸轮轴齿轮之间无侧隙。在喷油器凸轮轴齿轮和气门凸轮轴齿轮的轮齿之间会发生触碰。
拧紧气门凸轮轴非剪式齿轮固定螺钉。
在所有齿轮系上涂敷干净的15W-40机油。
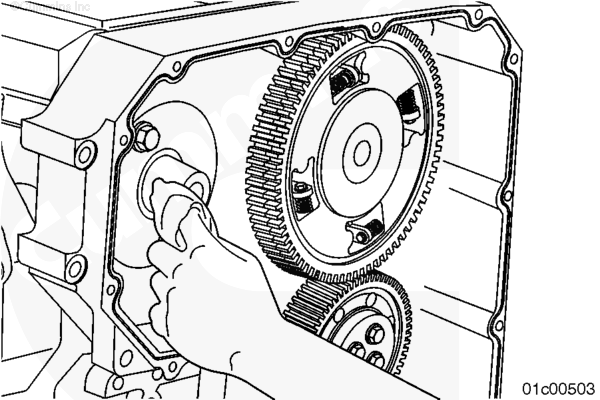
通过下齿轮室盖上的检修孔润滑下惰齿轮和曲轴。
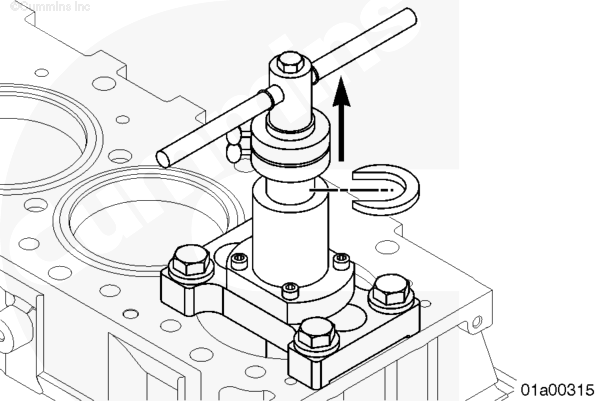
拆下喷油器和气门凸轮轴正时楔。
猛烈地向上拉动是拆卸楔块最有效的方法。
拆下曲轴锁销并安装塞堵。
最后步骤
- 安装上部齿轮室盖。参考第 1 节中的步骤 001-079。
- 安装下齿轮室盖。参考第 1 节中的步骤 001-080。
- 安装摇臂室盖板和密封垫。参考第 3 节中的步骤 003-011。
- 如果冷却液、机油、过多燃油或过多黑烟进入排气系统,则必须检查后处理系统。参考第 14 节中的步骤 014-013。
- 运转发动机,检查有无泄漏。
WARNING
蓄电池可能有易爆性气体逸出。为避免人身伤害,在维护蓄电池前,必须保持发动机舱通风良好。为了避免产生电弧,应首先拆下负极 (-) 蓄电池电缆,并最后连接负极 (-) 蓄电池电缆。
- 连接蓄电池。参见设备制造商维修信息。
缸体加强板
准备步骤
WARNING
为了减小人身伤害的可能性,应避免皮肤直接接触热机油。
WARNING
美国的一些州和联邦机构已经认定使用过的机油有致癌作用,而且能造成生殖疾病。应避免吸入机油蒸汽、误吞以及长时间接触用过的机油。如果不再继续使用,应按照当地环保法规进行处理。
排放机油。参考步骤 007-037。

拆下油底壳。参考步骤 007-025。
拆下机油吸油管。参考步骤 007-035。
最后步骤
安装机油吸油管。参考步骤 007-035。
安装油底壳。参考步骤 007-025。
加注润滑系统。参考步骤 007-037。
向发动机加注机油。参考步骤 007-037。

运转发动机直到温度达到 82°C [180°F],检查冷却液是否泄漏。

400-100-8969 15088860848
0574-26871589 15267810868
0574-26886646 15706865167
0574-26871569 18658287286
