 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(简)
中文(简) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
康明斯QST30柴油机、柴油发电机组维修手册之发动机连杆的拆卸组装维修技术规格参数的测量标准
康明斯QST30柴油机、柴油发电机组维修手册之发动机连杆的拆卸组装维修技术规格参数的测量标准
概述
QST30 发动机采用直线分割式连杆设计。

准备步骤
注 : 确保针对所安装的气缸正确编号所有连杆和连杆盖。
- 拆卸并拆解活塞和连杆总成。参考第 1 节中的步骤 001-054。

清洁并检查能否继续使用
CAUTION
连杆上的编号必须与连杆盖上的编号相同。决不要将新的连杆盖组装到旧连杆上,也不要将旧连杆盖组装到新连杆上。连杆和连杆盖错配可导致发动机损坏。
从连杆上拆下螺钉、垫圈和连杆盖。

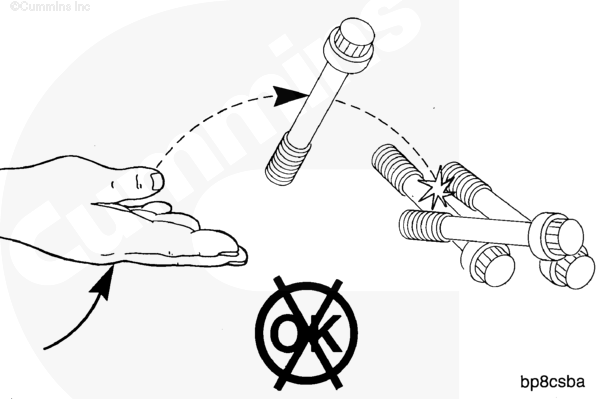
CAUTION
防止损坏螺栓。螺杆上的刻痕可能会形成应力集中区域,在发动机运转期间该应力集中区域可能会导致故障。螺纹损坏可能会导致扭矩不正确,而且会导致配合件损坏。
为防止损坏螺栓,在拆解连杆后,保持它们彼此分离。
WARNING
使用蒸汽清洗器时,戴上安全眼镜或防护面罩,并穿上防护服。热蒸汽可能会造成严重的人身伤害。
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
CAUTION
连杆上的编号必须与连杆盖上的编号相同。 严禁将新的连杆盖组装到旧连杆上,也不得将旧连杆盖安装到新连杆上。连杆和连杆盖错配可导致发动机损坏。
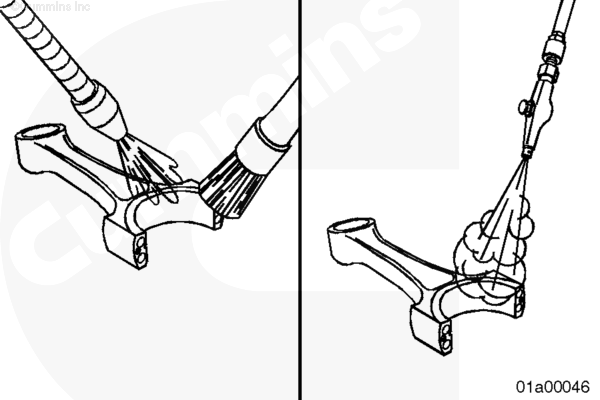
使用蒸气或溶剂清洁零件。
用压缩空气吹干。
CAUTION
如果连杆或连杆盖任何部位出现明显磨损,必须将两者作为一个总成更换。
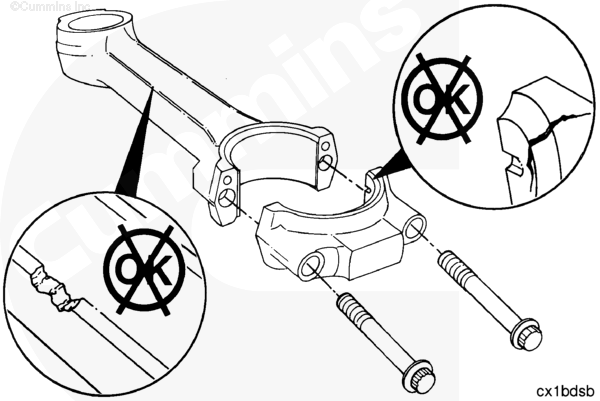
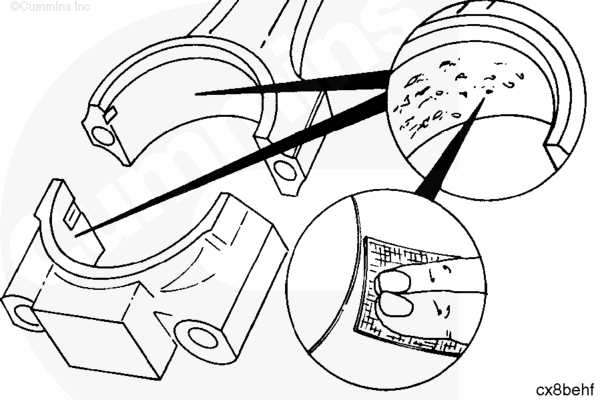
检查连杆盖、连杆轴承鞍座和螺钉有无拉痕、裂纹、毛刺、划痕或磨蚀。
注 : 如果使用细砂布无法清除所有拉痕或毛刺,或者发现磨蚀,必须更换连杆和连杆盖。
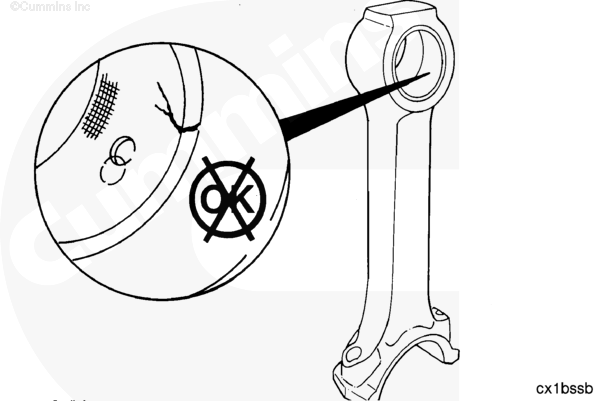
检查连杆活塞销孔衬套是否损坏。
注 : 如果衬套损坏,必须更换连杆。
检查轴承座表面有无拉痕、毛刺或磨蚀。
注 : 如果使用细砂布无法清除拉痕或毛刺,必须更换连杆。
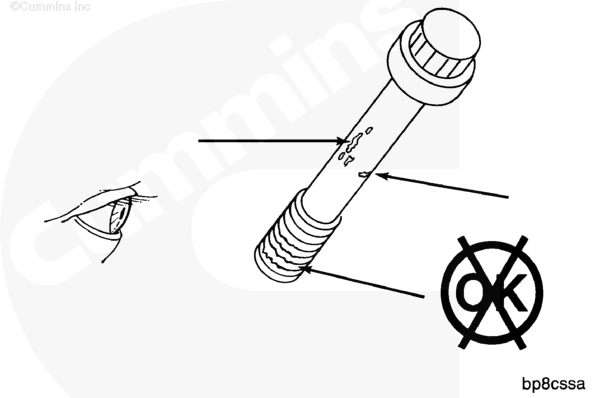
检查连杆螺栓有无损坏。
如果出现下列情况,必须更换螺钉:
- 在螺栓头上可以看到五个冲压标记
- 螺纹损坏
- 生锈或腐蚀导致螺杆发生穴蚀
- 螺杆产生拉痕、擦伤、弯曲或伸长
- 在螺栓头下面发现磨蚀。
采用磁力探伤法检查连杆螺钉。必须对连杆螺钉进行磁力探伤检查。
注 : 如果螺栓头上存在五个冲压标记,必须更换螺栓。每次完全拧紧时,必须冲压标记螺栓头。
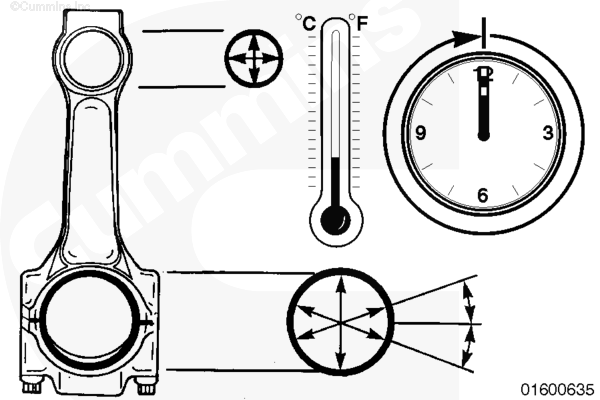
测量连杆孔需要具有高精度等级的测量设备,并且必须只能在连杆温度在 21 至 24°C [70 至 75°F] 之间的稳定温度下达到 24 小时稳定后才能测量。
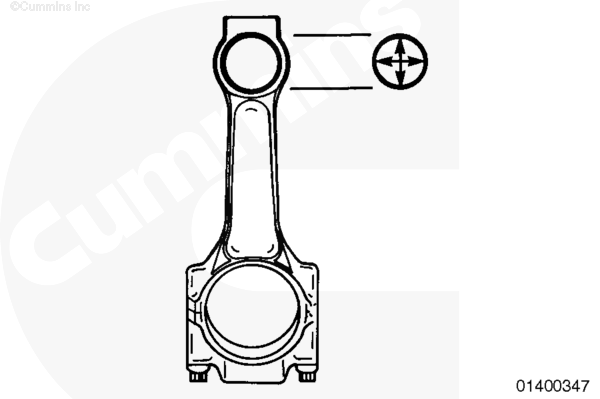
测量连杆活塞销衬套内径。
| 连杆活塞销衬套内径(已安装) | ||
| mm | in | |
| 52.030 | 最小 | 2.0484 |
| 52.049 | 最大 | 2.0492 |
衬套在安装后必须精密机加工。如果机加工能力允许,可以更换衬套。参考补救维修手册(公告号 3379035)。
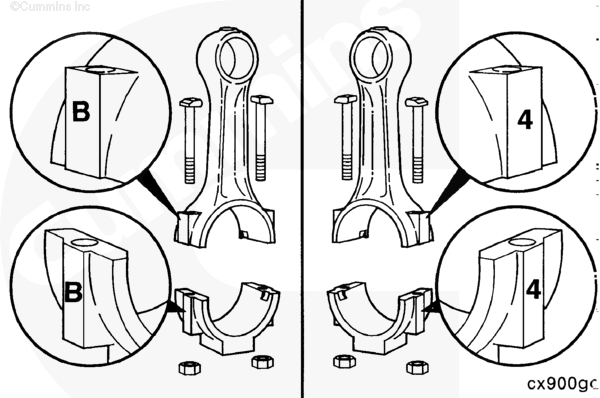
组装连杆和连杆盖前,检查确保连杆和连杆盖上的标记匹配,并且显示在同一侧上。
CAUTION
使用黄铜夹钳的台钳来固定连杆。工字梁上的缺口、划痕或凹痕会导致发动机故障。
CAUTION
连杆上的编号必须与连杆盖上的编号相同。决不要将新的连杆盖组装到旧的连杆上,也不要将旧的连杆盖组装到新的连杆上。
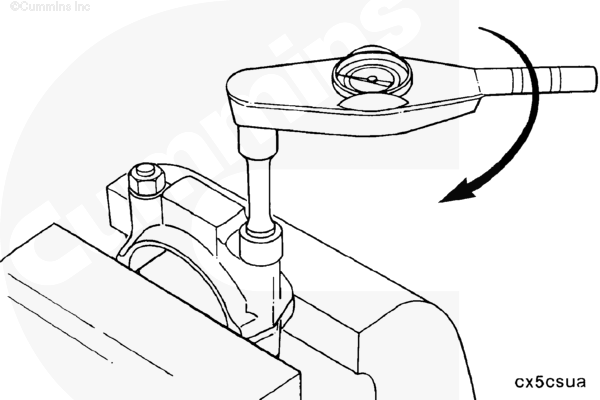
用清洁的机油润滑连杆螺钉。
注 : 在该组装过程中,不要安装连杆轴承。
组装连杆、连杆盖、垫圈和螺钉。
注 : 每次完全拧紧时,必须冲压标记螺栓头。当螺栓头上有五个冲压标记时,不得再次拧紧。需要将其废弃并予以更换。
按所示顺序拧紧所有螺钉。转至下一步骤前,将每个螺栓拧紧至所列的扭矩。
-
1. 49 n•m [ 36 ft-lb ]
-
2. 74 n•m [ 55 ft-lb ]
-
3. 松开所有四个螺栓
-
4. 49 n•m [ 36 ft-lb ]
-
5. 74 n•m [ 55 ft-lb ]
-
6. 旋转每个螺栓超过 90 度,但少于 120 度。
在每个螺栓头上做冲压标记。
注 : 必须按照说明拧紧螺栓,以确保所有扭矩转换为螺栓拉伸和夹持载荷,而不是损失在螺纹的摩擦中。

使用内径千分表在分型线每个侧面的 30 度弧线内测量内径。
在分型线 90 度处测量内径。
| 连杆轴承孔内径 | ||
| mm | in | |
| 105.996 | 最小 | 4.1731 |
| 106.026 | 最大 | 4.1742 |
如果这三个测量值中的任何一个不符合技术规范,必须更换连杆。

CAUTION
在将气缸识别号压印在连杆上之前,必须组装连杆,并将螺钉拧紧到技术规范。务必将被更换的连杆的气缸号压印在新连杆上。
将被更换的连杆的气缸号压印在新连杆上。
注 : 对于继续使用的连杆,核实压印在连杆和连杆盖上的数字匹配,并且它们对应于正确的气缸号。

弯曲度和扭曲度检查
标定步骤
当继续使用时,一般不需要测量连杆上的弯曲和扭曲。如果发动机出现可导致连杆弯曲或扭曲的故障,如液压阻塞,则应执行此步骤。
CAUTION
必须按照技术规范安装并拧紧连杆盖,否则测量值将不正确。
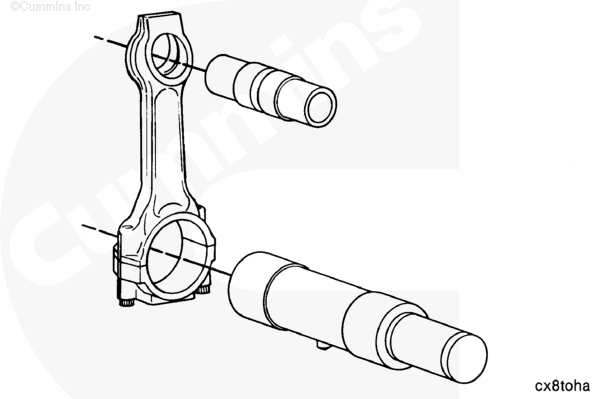
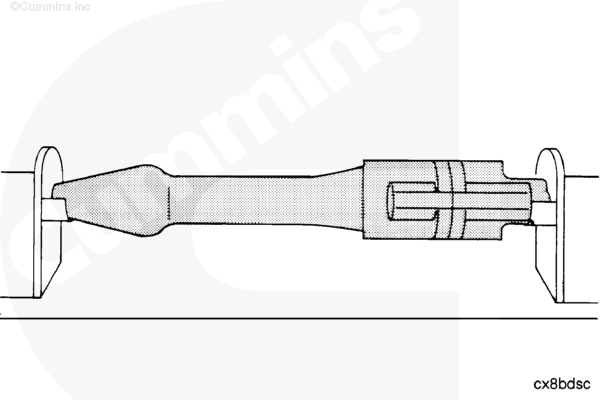
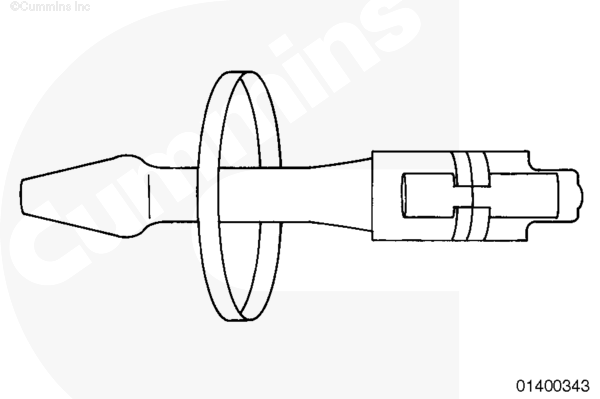
需要一根已知长度、弯曲度和扭曲度的连杆(称为标准连杆)用于标定夹具。也可使用长度已知(活塞销端中心到曲柄销端中心)的新连杆。
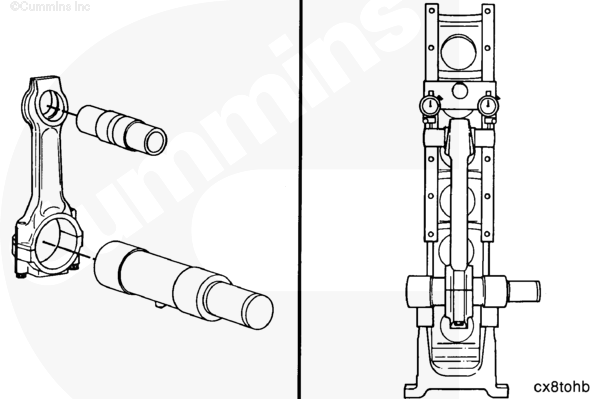
在主连杆的小头安装相应的心轴。
将心轴装入标准连杆的大头孔中。拧紧心轴,使其正确处于孔的中心。
注 : 确保曲轴销端的心轴上的定位销直接接触到连杆杆身相对的连杆盖。
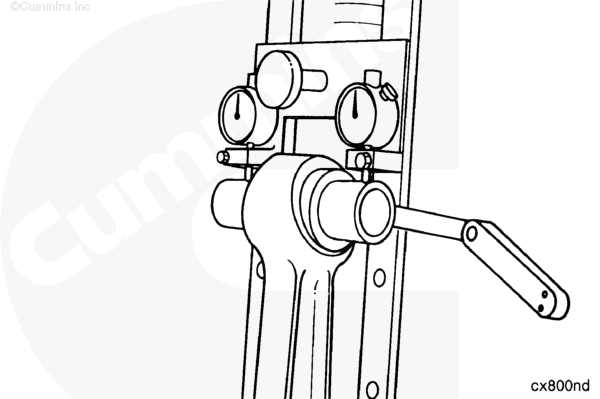
将主连杆安装到检查夹具上。
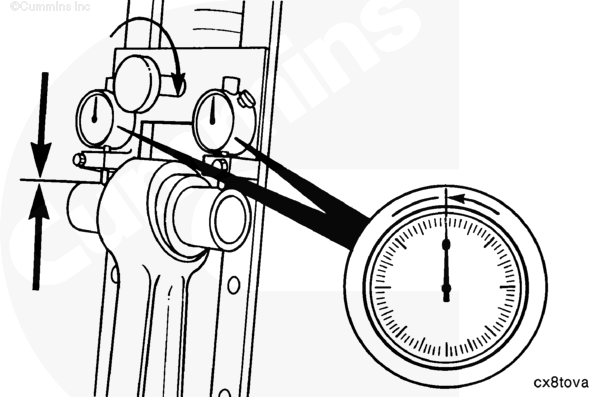
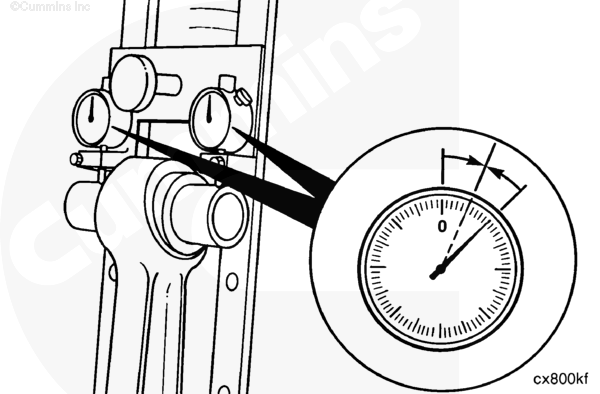
松开旋钮并移动千分表支架,直到两个千分表接触活塞销端的心轴的顶部。将支架向心轴方向移动,直到千分表指针转到大约 0.25 mm(0.010 in)处。转动旋钮以拧紧支架。
将千分表指针调“0”。来回移动主连杆,确认“0”位。
从夹具上拆下主连杆。
将连杆沿水平方向转动 180 度,安装到检查夹具上。
CAUTION
如果指针指在前一步骤设置的“零”位置 0.10 mm [0.004 in] 以外,检查芯轴和夹具上有无污垢或毛刺。如果“零”位置仍不符合规范,检查以确保标准连杆没有损坏。
CAUTION
不要在这一步骤中调整千分表,否则测量将不准确。
确保千分表处于“零”设置位置。
如果千分表指针没有回到“零”位置,调整千分表,以使“零”位置移动到从指针到上一步骤中设置的“零”位置之间距离的中点。
夹具标定完成后,从标准连杆上拆下心轴。
测试
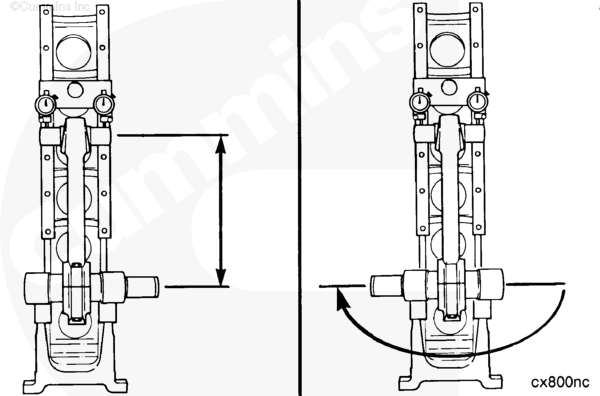
测量连杆长度。
重复相同的步骤,将心轴安装到待测量的连杆上,安装步骤与主连杆相同。
将连杆装入装置中。
记录千分表读数。必须从标准连杆的已知长度中加上或减去千分表标定的“零”位置的差值,以确定被测连杆的长度。
| 连杆长度 | ||
| mm | in | |
| 304.950 | 最小 | 12.0059 |
| 305.000 | 最大 | 12.0078 |
如果连杆长度不符合技术规范,必须更换连杆或更换和机加工活塞销衬套。
注 : 此章节用于测量连杆弯曲度(孔对齐)。
CAUTION
严禁试图通过加热或用外力矫直连杆。连杆可能最终会因此而断裂并导致发动机大范围损坏。
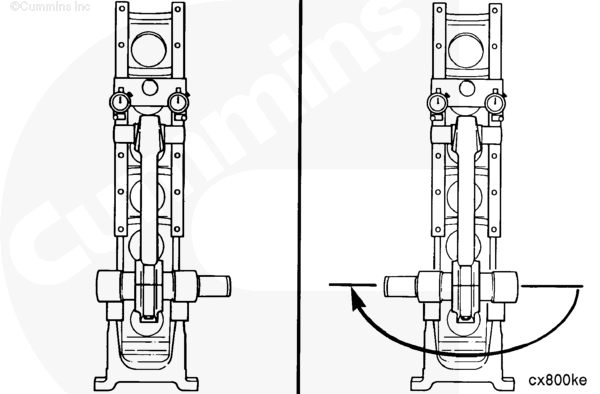
记录千分表读数。
从固定装置上拆下连杆。将连杆水平旋转 180 度。
将此读数与上一步记录的千分表读数进行比较。千分表读数的差值就是连杆弯曲度。
| 连杆弯曲 | ||||
| mm | in | |||
| 已安装衬套 | 0.10 | 最大 | 0.004 | |
| 已拆卸衬套 | 0.20 | 最大 | 0.008 | |
如果已装有衬套的连杆的弯曲度不符合技术规范,可拆下衬套再次测量弯曲度。如果拆除衬套后的连杆不符合技术规范,必须更换连杆。
注 : 此章节用于测量连杆扭曲度。
检查夹具与活塞销端的心轴之间有无间隙。如果连杆扭曲,心轴只接触夹具的一侧。
将接触夹具的心轴端固定在夹具上。
使用塞尺测量心轴与夹具之间的间隙。心轴与夹具之间的间隙值就是连杆的扭曲量。
| 最大连杆扭曲度 | ||||
| mm | in | |||
| 已安装衬套 | 0.25 | 最大 | 0.010 | |
| 已拆卸衬套 | 0.50 | 最大 | 0.020 | |
如果已装有衬套的连杆的扭曲度不符合技术规范,可拆下衬套再次测量扭曲度。如果拆除衬套后连杆的扭曲度不符合技术规范,必须更换连杆。
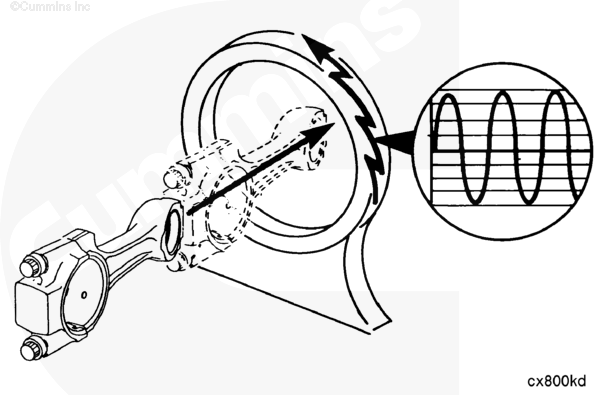
磁力探伤检查
使用磁粉探伤设备。
检查过程中,连杆和连杆盖必须组装在一起。
采用剩磁法。施加工件通电电流。将电流调整为 1500 安培(直流电或整流后的交流电)。
检查有无裂纹。
采用剩磁法。对线圈施加电流。检查有无裂纹。
|
电流(安匝数)
|
|
|
最小
|
2600 直流电或整流后的交流电
|
|
最大
|
2800 直流电或整流后的交流电
|
注 : 安匝数是指流经线圈的电流与线圈匝数的乘积。
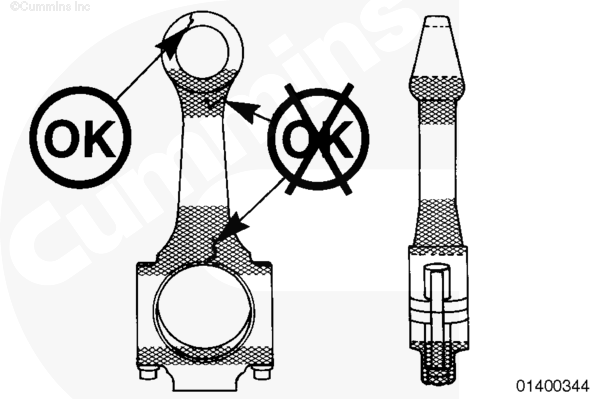
如果关键 (阴影)部位显示任何损坏的迹象,必须更换连杆。
WARNING
使用蒸汽清洗器时,戴上安全眼镜或防护面罩,并穿上防护服。热蒸汽可能会造成严重的人身伤害。
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
CAUTION
必须对连杆进行彻底消磁和清洁。任何微小的金属颗粒都可能会导致发动机损坏。
对连杆进行消磁。
使用溶剂或蒸气清洗零件。
最后步骤
- 组装并安装活塞和连杆总成。参考第 1 节中的步骤 001-054。
- 运转发动机,使之达到正常工作温度,检查有无泄漏。
400-100-8969 15088860848
0574-26871589 15267810868
0574-26886646 15706865167
0574-26871569 18658287286
