 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(简)
中文(简) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
康明斯QST30柴油机、柴油发电机组维修手册之发动机缸体、缸体和缸套座的拆卸组装维修技术规格参数的测量标准
检查能否继续使用
测量缸套突出量。参考第 1 节中的步骤 001-028。
如果突出量不正确,则拆下缸套。参考第 1 节中的步骤 001-028。使用密封圈和加工沉孔台阶可以调节突出量。

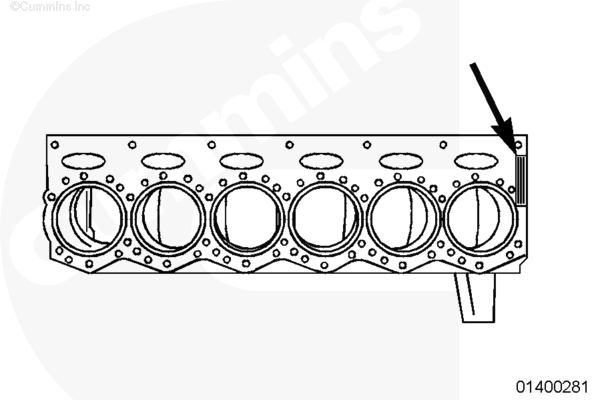
检查缸体中的标记,以确定需要加厚的缸盖密封垫还是标准密封垫。
注 : 如果缸体顶面已去除了一些材料,则缸体上可以使用加大尺寸的缸盖密封垫。检查缸体的标记以确定需要使用加厚的密封垫。
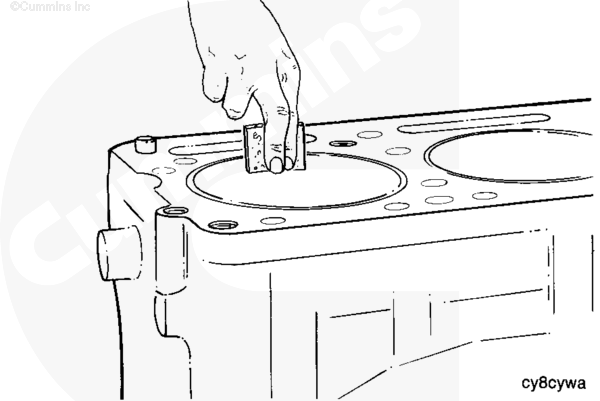
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
使用刮刀或纤维研磨垫,如 Scotch-Brite™ 7477 (零件号 3823258)或等同物,以及溶剂。清洁缸体的缸体顶面。切勿让任何灰尘进入气缸。表面上必须灰尘、机油和密封垫材料,但不必使表面看上去光洁如新。
注 : 检查缸体顶面有无磨损。如果在缸盖密封垫密封圈或密封圈接触部位出现磨蚀损坏,必须维修表面。
注 : 其他任何区域的磨蚀损坏只要不影响沉孔或缸套突出量的测量,则可以接受。
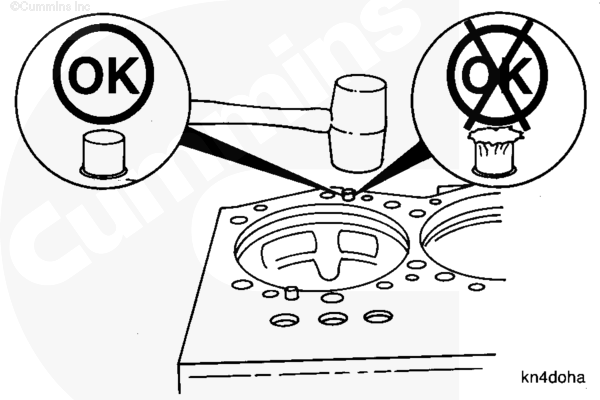
检查槽销是否损坏。使用定位销拉拔器(零件号 3163720)或等同工具拆下销。
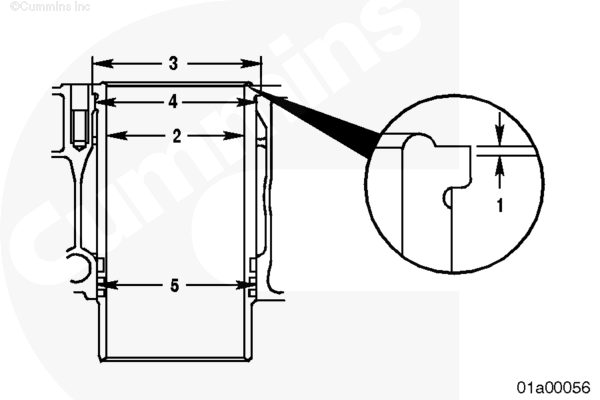
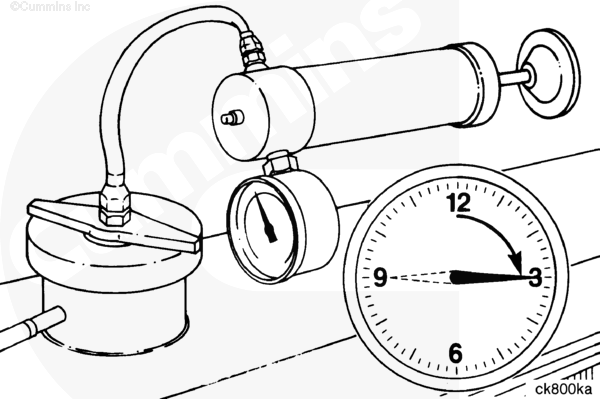
测量
确保千分尺接触台阶的平面。它不得接触到圆角。
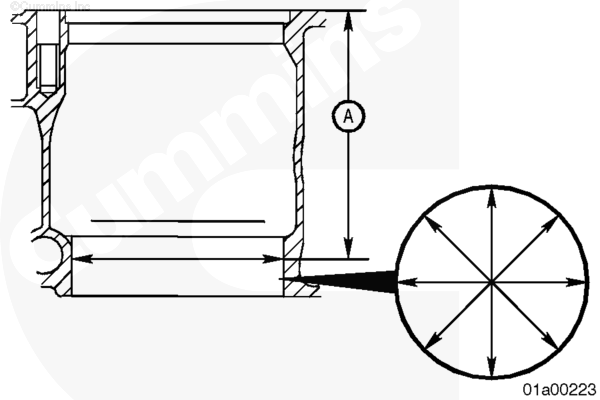
如果沉孔深度不符合技术规范,则可能在先前的加工孔的步骤中使用了维修垫片。测量并记录测量值,以确定缸套突出量。
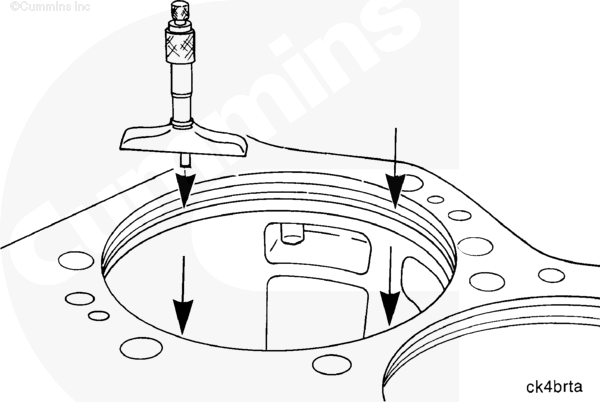
使用深度测微计在图示的 4 个位置测量沉孔深度。
| 沉孔深度 | ||
| mm | in | |
| 11.00 | 最小 | 0.433 |
| 11.05 | 最大 | 0.435 |
四次测量值之间的差别不得大于 0.05 mm [0.002 in]。如果测量值超过了技术规范,必须加工沉孔台阶。
注 : 确保千分表没有接触沉孔圆角。
使用块规(零件号 3823495)。在沉孔圆周上的四个位置测量沉孔台阶的角度。
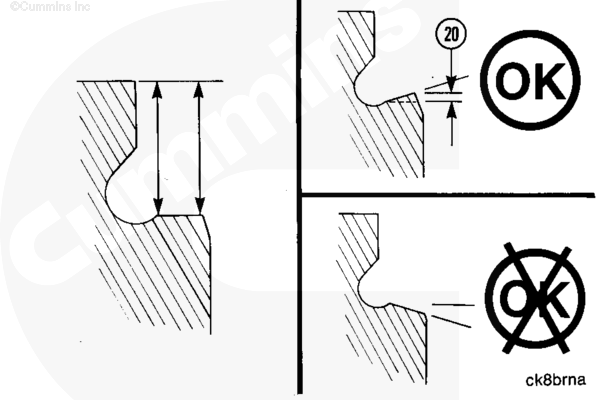
测量台阶深度时,必须尽量接近沉孔圆角和沉孔边缘。
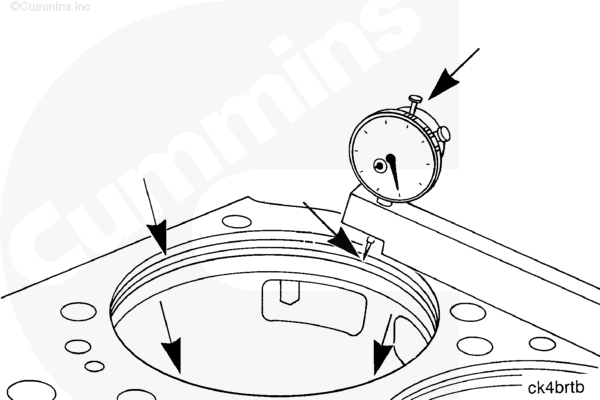
如果沉孔边缘附近的测量值与沉孔圆角附近的测量值相同,或比沉孔圆角附近的测量值稍小,但不超过 0.03 mm [0.001 in],则沉孔台阶的角度可接受。如果沉孔台阶附近的测量值大于沉孔圆角附近的测量值,必须机加工沉孔台阶。
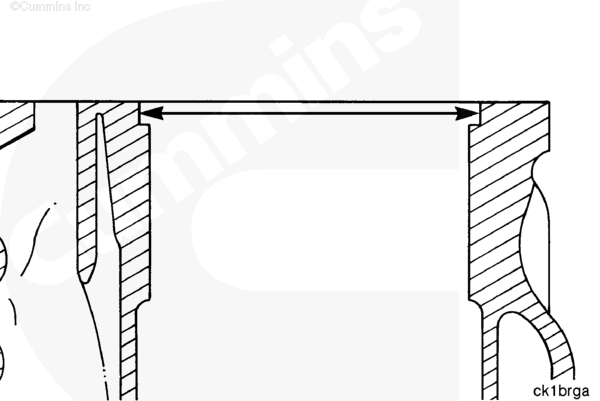
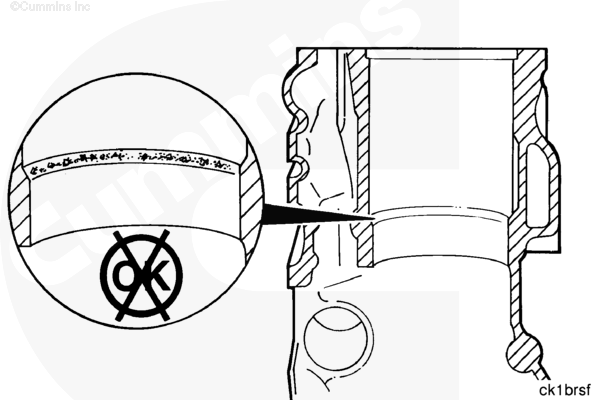
如果沉孔磨损或损坏超出可接受限值,如下所示,需要维修或更换缸体。
| 上部沉孔直径 | ||
| mm | in | |
| 170.200 | 最小 | 6.701 |
| 170.263 | 最大 | 6.703 |
缸套法兰外径和缸套上部沉孔之间的间隙必须为 0.00 至 0.163 mm [0.00 至 0.006 in]。
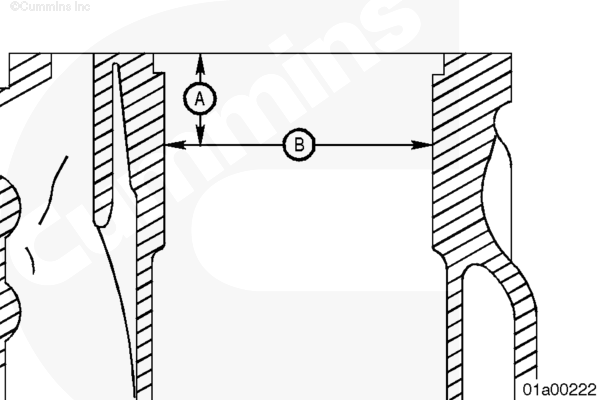
测量上部缸套孔的直径。从距离顶面 (A) 17.3 mm [0.681 in] 的位置进行测量 (B)。
| 下压配合上部缸套孔直径 | ||
| mm | in | |
| 161.17 | 最小 | 6.345 |
| 161.23 | 最大 | 6.348 |
缸套与缸体之间的压配合必须为 0.02 至 0.12 mm [0.0008 至 0.0047 in]。
如果缸套孔直径没有超过 161.23 mm [6.348 in],可以使用标准的下部压配合缸套。如果缸套孔直径超过 161.23 mm [6.348 in],必须维修或更换缸体。参考补救维修手册(公告号 3379035)。
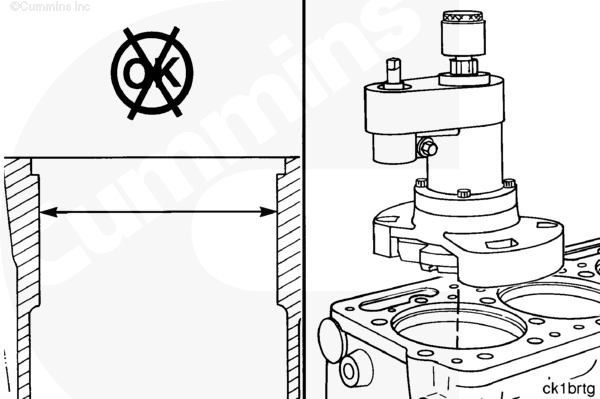
检查下部缸套(密封圈)孔顶部的倒角。必须要维修过度穴蚀。参考补救维修手册(公告号 3379035)。
在缸体顶面下 170 至 225 mm [6.693 至 8.858 in] 的四个等距位置测量下部缸套孔内径(O 形圈座合区域)。
| 下部缸套孔内径 | ||
| mm | in | |
| 158.000 | 最小 | 6.221 |
| 158.045 | 最大 | 6.223 |
如果下部孔不符合技术规范,必须维修或更换缸体。参考补救维修手册(公告号 3379035)。
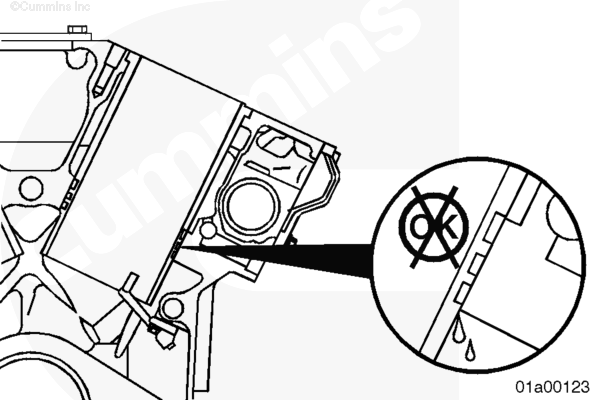
泄漏测试
WARNING
美国的一些州和联邦机构已经认定使用过的机油有致癌作用,而且能产生生殖疾病。应避免吸入机油蒸汽、误吞以及长时间接触用过的机油。
WARNING
用过的机油必须根据当地的环保法规进行处理。
排放机油。参考第 7 节中的步骤 007-037。

拆卸油底壳和密封垫。参考第 7 节中的步骤 007-025。

检查缸套外径及缸体中缸套座下部的区域有无冷却液泄漏。
如果发现泄漏:
- 拆卸缸套。检查密封圈和缸套。参考第 1 节中的步骤 001-028。
如果发现缸套座泄漏:
- 拆卸缸套。参考第 1 节中的步骤 001-028。检查缸体缸套沉孔区域。
安装新密封垫和油底壳。参考第 7 节中的步骤 007-025。
用干净的 15W-40 机油加注发动机。参考第 7 节中的步骤 007-037。
运转发动机,直到温度达到 80°C [176°F],并检查有无泄漏。

400-100-8969 15088860848
0574-26871589 15267810868
0574-26886646 15706865167
0574-26871569 18658287286
