 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(简)
中文(简) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
康明斯ISX15 CM2250发动机曲轴箱呼吸器、飞轮壳、飞轮孔定位、端面定位销售维修手册

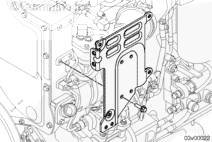
康明斯ISX15 CM2250发动机曲轴箱呼吸器支架安装
使用四个螺钉将呼吸器支架安装到缸盖上。
扭矩值: 47 n.m [35 ft-lb]
康明斯ISX15 CM2250发动机飞轮壳
安装
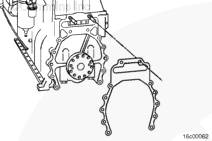
康明斯ISX15 CM2250发动机拆卸缸体油道内的保护塞。确保没有碎屑进入润滑系统。
使用干净的毛巾仔细擦拭油道。检查油道,确保没有碎屑残留。
安装康明斯ISX15 CM2250发动机盖板和两根螺钉。
拧紧螺钉。
扭矩值: 27 n.m [239 in-lb]
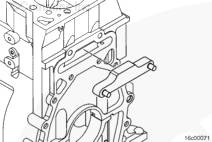
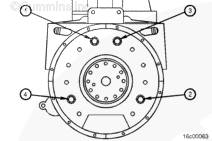
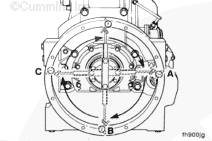
安装时,将两根双头导向螺栓装到缸体上,以帮助支撑和对正壳体。
使用定位销将飞轮壳密封垫定位到发动机缸体后部。
将飞轮壳装到导向双头螺栓上。
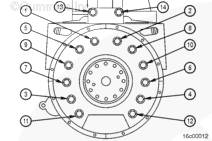
使用清洁的15W-40机油润滑螺钉的螺纹和螺杆。
安装螺钉 1、2、3 和 4 并按图示顺序依次紧固。
扭矩值: 7 n.m [62 in-lb]
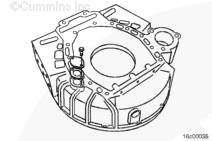
出厂时康明斯ISX15 CM2250发动机飞轮壳通过两个环形定位销固定在缸体上。如果飞轮壳被拆卸,可在环形定位销就位的情况下进行重新安装,但必须根据下列对准步骤检查对准情况。
如果对正不符合技术规范,则必须拆下环形定位销,在没有环形定位销的情况下,必须重新对正飞轮壳。

![]() 注意
注意 ![]()
飞轮壳孔和壳体端面必须与曲轴对正,以防止损坏发动机、离合器或变速箱。
测量康明斯ISX15 CM2250发动机飞轮壳对中。

测量康明斯ISX15 CM2250发动机飞轮孔定位
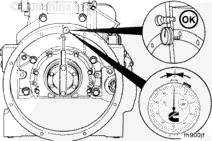
将千分表连接到曲轴上。使用零件号为 ST-1325 的安装工具和零件号为 3376050 的千分表。
千分表可用任何一种保持千分表加长杆刚硬,切勿使其松弛的方式安装。如果加长杆松弛或千分表滑动,将无法得到精确的读数。
将千分表置于 6 点钟位置并归零。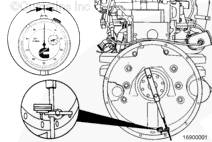
缓慢转动康明斯ISX15 CM2250发动机曲轴。记录在 9 点、12 点和 3 点位置时的读数,并作为 (a)、(b) 和 (c) 记入同心度工作表。6 点钟位置重新检查零位。
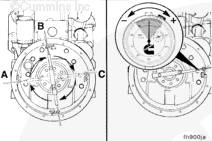
(a)、(b) 和 (c) 的值可正可负。记录这些数值时,请参考附图并确定正确的标记。
|
不要使曲轴超出已去除轴承间隙的位置。不要撬动飞轮壳。上述行为都将导致错误的轴承间隙读数。 |
转动康明斯ISX15 CM2250发动机曲轴直到千分表在 12 点钟位置,并归零。
使用撬棍抬高曲轴后部至最高位置。在同心度工作表中将此值记录为 (d)。此值为轴承垂直间隙调节量,且始终为正值。
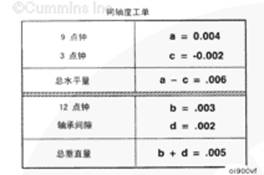
通过同心度工作表(参见附图)确定总垂直量和总水平量。
总水平量等于 9 点钟位置的读数 (a) 减去 3 点钟位置的读数 (c)。
总垂直量等于 12 点钟位置的读数 (b) 加上轴承间隙 (d)。
例如:
6 点钟 = 基准 = 0
9 点钟 = [ a ] = 0.004
12 点钟 = [ b ] = 0.003
3 点钟位置读数 =[ c] = -0.002。
使用工作表和此例中的数字,总水平量的值 = 0.006,总垂直量的值 = 0.005。
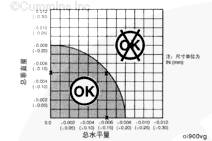
在表的水平方向标记总水平量,垂直方向标记总垂直量。
使用直尺,找到总水平量和总垂直量值二者的交点。交点必须落在飞轮壳同心度要求的阴影区域内才符合技术规范。
使用前例的总水平量和总垂直量,交点落在阴影区域内。因此,飞轮壳同心度符合技术规范。
使用 SAE 1、2 和 3 飞轮壳的附图。
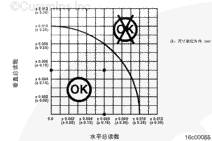
对于 SAE 0 和 1/2 飞轮壳,参见附图。
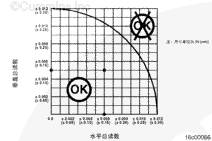
使用 SAE 00 飞轮壳的附图。
如果交点不在阴影区域内,必须拆下环形定位销,并重新定位飞轮壳。
环形定位销不需同壳体保持同心;螺钉的压紧力将壳体固定就位。
环形定位销拆除后,将飞轮壳安装在发动机上。
定位壳体时,拧紧螺钉以固定飞轮壳,但是应留有槌棒敲击时能够少量移动的空间。
再次检查同心度。当同心度符合技术规范时,按规定值拧紧螺钉。

康明斯ISX15 CM2250发动机端面定位
|
千分表触头不能伸进螺钉孔里,否则将会损坏千分表。 |
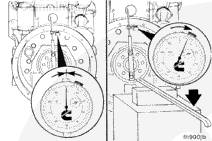
如图所示安装千分表。
千分表加长杆必须刚硬以获得准确的读数。切勿松弛。将千分表置于 12 点钟位置。调整千分表使其指针指在零位。
缓慢转动曲轴。记录在 3 点钟,6 点钟和 9 点钟位置时的读数。
每次测量时,曲轴必须推至发动机前端以消除曲轴轴向间隙。
继续旋转康明斯ISX15 CM2250发动机曲轴,直到千分表到达 12 点钟位置。检查千分表,确认指针归零。否则,读数错误。
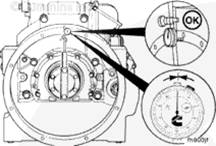
确定千分表总跳动读数 (TIR)。
|
千分表总读数(示例) | |
|
位置 |
读数 |
|
12 点钟 |
0.00 mm [0.000 in] |
|
3 点钟 |
+0.08 mm [+0.003 in] |
|
6 点钟 |
-0.05 mm [-0.002 in] |
|
9 点钟 |
+0.08 mm [+0.003 in] |
|
千分表总读数 = |
0.13 mm [0.005 in] |
千分表允许最大总读数由飞轮壳孔径确定。如果飞轮壳超出技术规范,更换壳体。
|
SAE 编号 |
孔直径 |
千分表总读数最大值 |
|
00 |
787.40 至 787.65 mm [30.88 至 31.00 in] |
0.30 mm [0.012 in] |
|
0 |
647.70 至 647.95 mm [25.50 至 25.51 in] |
0.25 mm [0.010 in] |
|
½ |
584.2 至 584.4 mm [23.000 至 23.008 in] |
0.25 mm [0.010 in] |
|
1 |
511.18 至 511.30 mm [20.125 至 20.130 in] |
0.20 mm [0.008 in] |
|
2 |
447.68 至 447.80 mm [17.652 至 17.630 in] |
0.20 mm [0.008 in] |
|
3 |
409.58 至 409.70 mm [16.125 至 16.130 in] |
0.20 mm [0.008 in] |
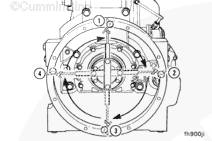
安装剩下的螺钉。按照给出的顺序分两步拧紧所有螺钉。
Torque Value:
100 n.m [74 ft-lb]
197 n.m [145 ft-lb]
400-100-8969 15088860848
0574-26871589 15267810868
0574-26886646 15706865167
0574-26871569 18658287286
